

5. Расширение технологических
ВОЗМОЖНОСТЕЙ ТОКАРНЫХ СТАНКОВ
5.1. Использование токарных станков для шлифования
5.1.1. Доводочное шлифование
Метод доводочного шлифования был разработан автором данного пособия и внедрен на Воронежском заводе горнообогатительного оборудования при шлифовании деталей из феррито-бариевых магнитов. Позднее аналогичное решение было разработано в Институте сверхтвердых материалов АН Украины. В настоящее время, после того, как оно прошло производственную проверку на многих заводах, его можно рекомендовать для широкого внедрения.
Способ алмазного доводочного шлифования цилиндрических деталей заключается б том, что оси вращения детали и алмазного чашечного круга перекрещиваются под углом, близким к прямому. Круг, перемещаясь вдоль своей оси, верхним или нижним краем торца прижимается к детали с постоянным усилием (рис. 36). Обработка ведется как бы кругом бесконечного радиуса, при этом длина следа единичного зерна может быть увеличена в 5-8 раз.
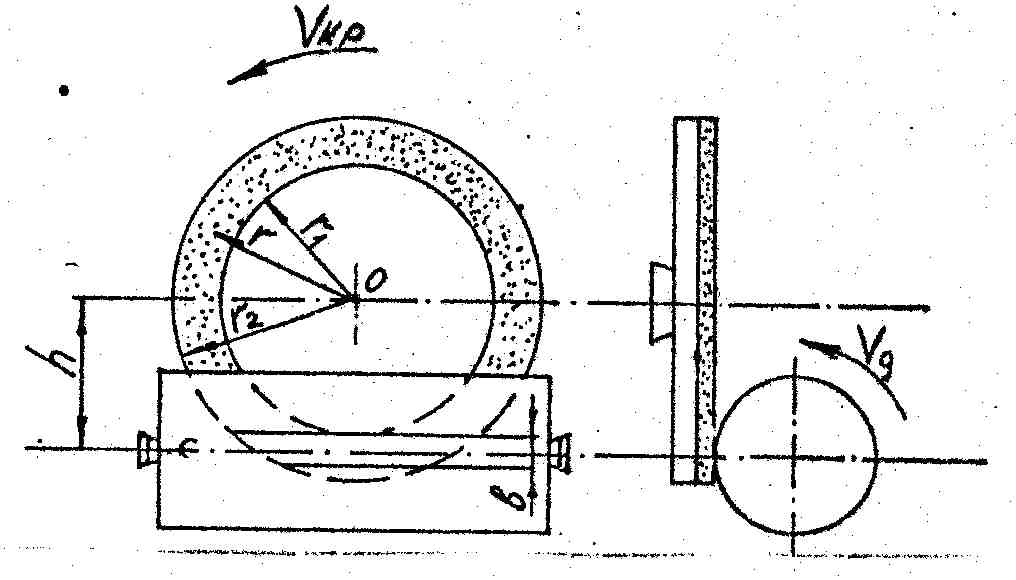
Рис. 36. Схема шлифования торцом алмазного чашечного круга
Один из наиболее простых вариантов приспособления (рис. 37), предназначенного для работы на универсальном токарном станке, включает в себя стандартные узлы, серийно выпускаемые промышленностью /20/. Приспособление состоит из шлифовальной головки универсально-заточного станка ЗА64М с установленным на ней электромотором, который с помощью клиноременной передачи вращает шпиндель головки с оправкой. Оправка (рис. 38)состоит из корпуса 1, пружины 2 и стакана 3, который может скользить по корпусу вдоль его оси, но вращается с ним благодаря фиксирующему пальцу 4.
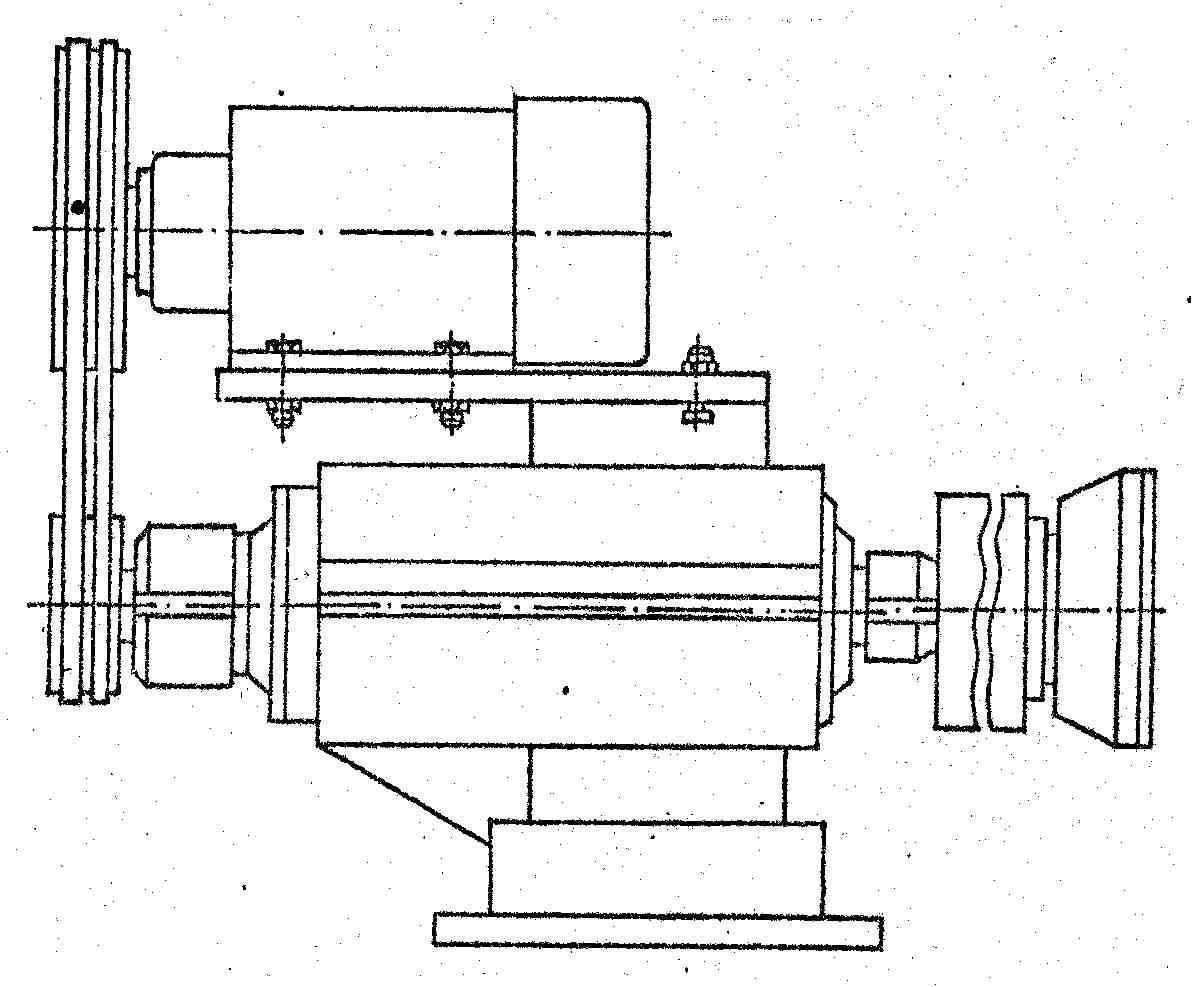
Рис. 37. Приспособление для шлифования торцом
алмазного чашечного круга
Приспособление, представленное на рис. 37, состоящее, в основном, из стандартных узлов, может быть выполнено и в нестандартном виде. При таком подходе шлифовальный круг устанавливается на вал электродвигателя при помощи подпружиненной оправки, а сам электродвигатель расположен на плите, монтируемой в резцедержателе токарного станка. Если необходимо варьировать частоту вращения шлифовального круга, то его устанавливают на шпиндель, связанный с электродвигателем системой шкивов или вариатором. Более совершенная конструкция подпружиненной оправки представлена на рис. 39.
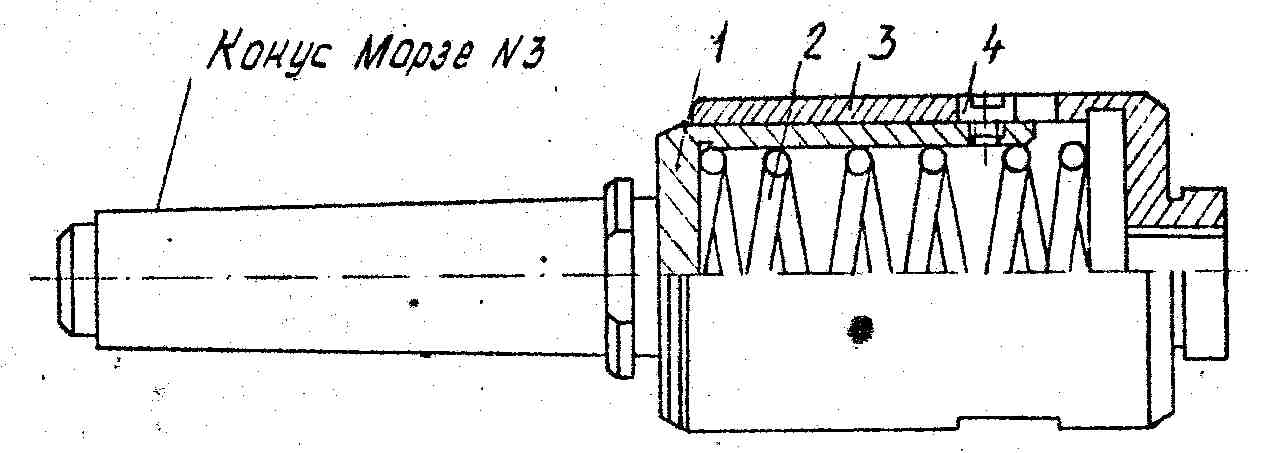
Рис. 38. Пружинная оправка для поддержания постоянной нормальной силы
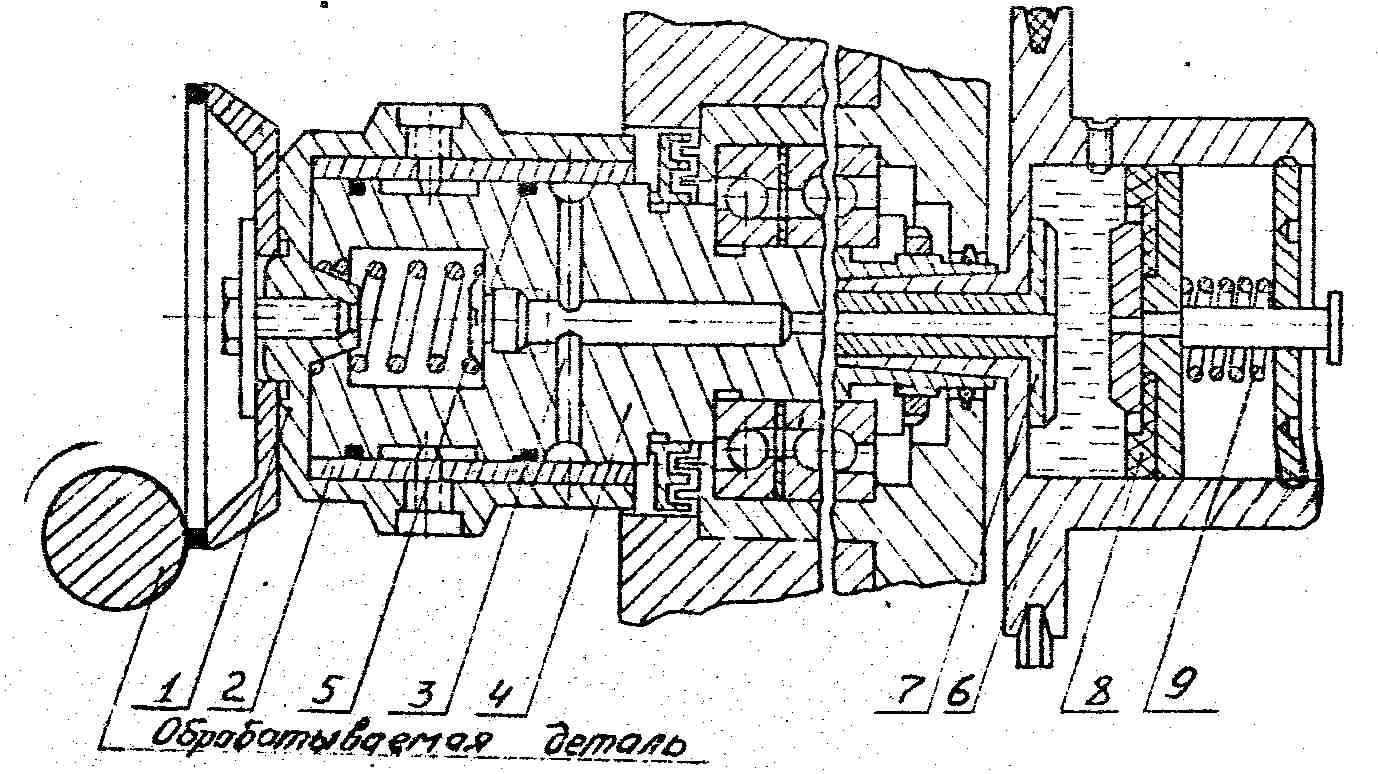
Рис. 39. Подпружиненная оправка
Для повышения жесткости и улучшения условий смазки модернизирован шпиндельный узел, в результате чего выступающая часть полого шпинделя 4 служит направляющей оправки. Рабочая поверхность стакана 1 покрывается баббитовым слоем, протачивается и доводится. Благодаря этому стакан плавно перемещается и одновременно гасит вибрации шпинделя. Приводной шкив 6 имеет резервуар для масла. Под действием пружины 9, передающей усилие на манжету 8, через отверстия в болте 7 и радиальные отверстия 3 в шпинделе масло надавливается в зону скольжения оправки. Утечка масла предохраняется двумя резиновыми уплотнениями 5.
Доводочное шлифование стабильно обеспечивает шероховатость обработанных поверхностей в пределах Ra = 0,16-0,02 мкм, снижает трудоемкости обработки до десяти раз. Этот метод особенно удобен для шлифования крупногабаритных деталей. Так, например, для шлифования вала диаметром 1500 мм нужен крупногабаритный кругло-шлифовальный станок и шлифовальный круг диаметром 800-1000 мм, а для доводочного шлифования достаточен круг диаметром 150 мм.