

51. Планирование оперативно-производственное,
система расчётов по текущему регулированию хода производства в целях обеспечения равномерной и ритмичной работы предприятия. П. о.-п.- органически составная часть внутризаводского планирования. В процессе П. о.-п. осуществляется разработка и своевременное доведение до цехов и участков производственных программ, графиков загрузки рабочих мест и выпуска продукции, обеспечение слаженного хода производства по изготовлению плановой номенклатуры изделий заданного качества в установленных объёмах и сроках при наилучшем использовании всех производственных ресурсов. Важная функция П. о.-п.- ежедневный учёт выполнения плановых заданий, а также организация службы непрерывного наблюдения за ходом производства.
П. о.-п. в масштабах предприятия выполняет возложенные на него задачи с помощью межцехового и внутрицехового П. о.-п., а также диспетчеризации производства.
Координирование во времени и в пространстве производственных процессов требует создания специальных календарно-плановых нормативов: величины партий запуска-выпуска отдельных деталей, длительности производственных циклов, опережений запуска (выпуска) заготовок, деталей, размеров заделов на рабочих местах, в цехах, между цехами и т.д.
Во всех типах производства расчёты производственных программ цехам осуществляются в порядке, обратном ходу производственного процесса, начиная с выпускающих цехов и далее до обрабатывающих и затем заготовительных цехов. Установленные для цехов задания доводятся до участков и обеспечиваются всем необходимым для ритмичного выполнения планов.
 После
составления и доведения до участка
программы-задания закреплённая за ним
номенклатура деталей и операций
распределяется между рабочими местами,
производятся расчёты загрузки рабочих
мест, определяются формы движения
деталей (параллельное,
параллельно-последовательное или
последовательное) и очерёдность
выполнения работ. Контроль за реализацией
работ, предусмотренных П. о.-п.,
обеспечивается диспетчерской службой,
которой предоставляются все необходимые
для этого технические средства и права.
После
составления и доведения до участка
программы-задания закреплённая за ним
номенклатура деталей и операций
распределяется между рабочими местами,
производятся расчёты загрузки рабочих
мест, определяются формы движения
деталей (параллельное,
параллельно-последовательное или
последовательное) и очерёдность
выполнения работ. Контроль за реализацией
работ, предусмотренных П. о.-п.,
обеспечивается диспетчерской службой,
которой предоставляются все необходимые
для этого технические средства и права.
53. Диспетчеризация, централизация (концентрация) оперативного контроля и координация управления производственными процессами с целью обеспечения согласованной работы отдельных звеньев предприятия или группы предприятий для достижения наивысших технико-экономических показателей, выполнения графиков работ и производственной программы. Д. направлена на обеспечение равномерности загрузки всех звеньев предприятия, непрерывности, ритмичности и экономичности выполнения всех процессов основного производственного цикла, бесперебойной работы вспомогательных и обслуживающих участков. В задачу Д. входит регулирование процесса производства с целью восстановления действующих или установления новых пропорций и ритма работы предприятия.
Структура Д. зависит от характера и масштаба объекта управления. Простейшая в современном понимании Д. осуществляется главным образом с помощью диспетчерской двусторонней телефонной связи с объектами. Небольшие предприятия, строительные площадки располагают обычно одним диспетчерским пунктом. На крупных объектах с разветвлённой или многоступенчатой структурой (энергосистема) действуют несколько местных диспетчерских пунктов и один центральный, координирующий их деятельность.
Информация о состоянии объектов поступает к диспетчеру от дежурных операторов, инженеров, техников-смотрителей, контролёров либо собирается, регистрируется и обрабатывается автоматизированными системами сбора и обработки данных. Полученная информация отображается различными средствами индикации и сигнализации на пульте диспетчера, на экранах контрольных телевизионных установок и специализированных устройств отображения.
При производстве особо сложной продукции, представляющей собой крупные агрегаты и промышленные комплексы, в изготовлении которых участвуют несколько самостоятельных предприятий (смежных, кооперированных), часто разных отраслей промышленности при участии научно-исследовательских и проектных организаций, возникла новая форма Д. - межзаводская. Такая диспетчерская служба широко использует, наряду с обычной документацией и техникой, метод сетевого планирования и управления. Одно из направлений развития Д. предусматривает сочетание регулирования процессов с выбором оптимального распределения операций по станкам, агрегатам, линиям, что позволяет снизить время переналадки оборудования и повысить производительность труда. Любой перебой в производстве фиксируется средствами Д., и ответственность за потери, связанные с нарушением производственного процесса, возлагается на звенья, по вине которых возник этот перебой. Дальнейшее совершенствование Д. позволит освободить руководителей производства (мастеров, начальников цехов) от трудоёмкой работы по обеспечению производства сырьём, материалами и полуфабрикатами, регулированию хода изготовления продукции и т.п. и сосредоточить их внимание на работе с коллективом трудящихся, решении технических, организационных и экономических задач.
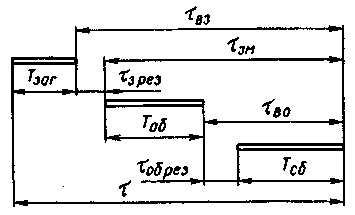 54.
Единичное производство
большого количества заказов требует
рационального сочетания сроков
изготовления с равномерной загрузкой
основных цехов. Это важнейшее условие
должно учитываться при составлении
календарной производственной программы
единичного производства на каждый месяц
планируемого периода. Чтобы такое
условие выдержать, на многих предприятиях
при приеме заказа от заказчика и
заключении с ним договора до установления
срока выполнения заказа рассчитывают
производственный цикл изготовления
заказа.
54.
Единичное производство
большого количества заказов требует
рационального сочетания сроков
изготовления с равномерной загрузкой
основных цехов. Это важнейшее условие
должно учитываться при составлении
календарной производственной программы
единичного производства на каждый месяц
планируемого периода. Чтобы такое
условие выдержать, на многих предприятиях
при приеме заказа от заказчика и
заключении с ним договора до установления
срока выполнения заказа рассчитывают
производственный цикл изготовления
заказа.