

2. Интерактивные промышленные роботы
Управление интерактивных роботов осуществляется попеременно оператором и автоматической системой. Интерактивные роботы, в отличие от биотехнических, оборудованы элементами памяти для автоматического выполнения отдельных операций.
Промышленный робот МКП-2,5 предназначен для работы в составе ковочных комплексов, в состав которых входят нагревательная печь, ковочный пресс, интерактивный робот. Управление роботом осуществляется автоматизированной системой, обеспечивающей чередование во времени автоматического режима управления с биотехническим.
Робот МКП-2,5 (грузоподъемность 2,5 т) разработан в напольном исполнении. Тележка перемещается по двухрельсовому пути на четырех колесах. Максимальный путь перемещения тележки составляет 10 м. Тележка может перемещаться со скоростью до 0,6 м/с. Длина тормозного пути тележки не превышает 5 см, а тормозной путь руки 1,5 см. При ковке заготовки под действием бойка пресса рука робота имеет возможность упруго опускаться. Возникающие' при этом усилия демпфируются гидропневматическим аккумулятором. Наибольший вылет руки 1180 мм.
Привод продольного движения тележки осуществляется от двух электродвигателей через редуктор и звездочку, сцепленную с неподвижными цевочными механизмами.
Система числового программного управления является четырехкоординатной. Она обеспечивает три программируемых движения робота (подъем руки, перемещение руки параллельно рельсовому пути и ротацию захватного устройства) и управляет бойком пресса. Зажим и разжим клещей захватного устройства, боковой сдвиг руки и движение тележки по рельсам управляются вручную оператором.
Оператор, управляя роботом, обеспечивает захват заготовки из нагревательной печи, перенос ее в рабочую зону пресса, съем и укладку готовой поковки. Ковка происходит автоматически по сигналу оператора (продолжительность ковки 10...20 мин).
При необходимости оператор может управлять работой всего комплекса вручную.
Интерактивное управление описанной конструкции робота носит название автоматизированного, когда происходит чередование во времени автоматического режима с биотехническим.
Роботы с супервизорным управлением, в которых переход от одного автоматического цикла к другому осуществляется оператором, еще не нашли промышленного применения.
3. Адаптивные промышленные роботы
Основным критерием, по которому тот или иной робот можно отнести к классу адаптивных ПР, является наличие адаптивного управления. Под адаптивным управлением, ПР понимают управление исполнительным устройством робота в функции от контролируемых параметров внешней среды и работа с автоматическим изменением внешней программы.
По виду сенсорного оснащения известные модели адаптивных промышленных роботов можно разделить на три группы: с тактильными датчиками прикосновения, с датчиками контроля усилия или момента сил, с дистанционными датчиками
Адаптивный промышленный робот типа УМ160 оснащен сенсорным модулем для поиска, опознавания, измерения и захватывания деталей типа тел вращения, имеющих однорядное расположение в ориентирующих магазинах. Сенсорный модуль (рис. 165) оснащен электромеханическим тактильным датчиком 5, имеющим штырь 4, который может перемещаться в вертикальном направлении под действием усилия, приложенного к его основанию. На основании штыря закреплено подвижное коромысло 6' так, что возможен его поворот. Перемещение штыря и коромысла фиксируется датчиком положения 5. Конструктивно тактильный датчик выполнен в виде сменного сенсорного модуля, который крепится к руке рядом с захватным устройством 3. Поиск детали осуществляется сканированием пространства магазина 1 с ориентирующими призмами в горизонтальной плоскости. При соприкосновении коромысла с деталью 2 оно поворачивается, а штырь перемещается вверх. В этот момент в систему управления подаются два сигнала: первый на перемещение захватного устройства на расстояние, обеспечивающее его выход в вертикальную плоскость, проходящую через ось детали, и второй – на захват детали. Расстояние между осями симметрии захватного устройства и коромысла устанавливается равным шагу позиций ориентирующего магазина тары. Если требуется взять и уложить деталь в предыдущую позицию, сигнал датчика служит командой к прерыванию продольного перемещения робота и началу укладки детали; когда требуется взять очередную заготовку, сигнал датчика дает команду на продолжение движения на шаг и далее на взятие заготовки.
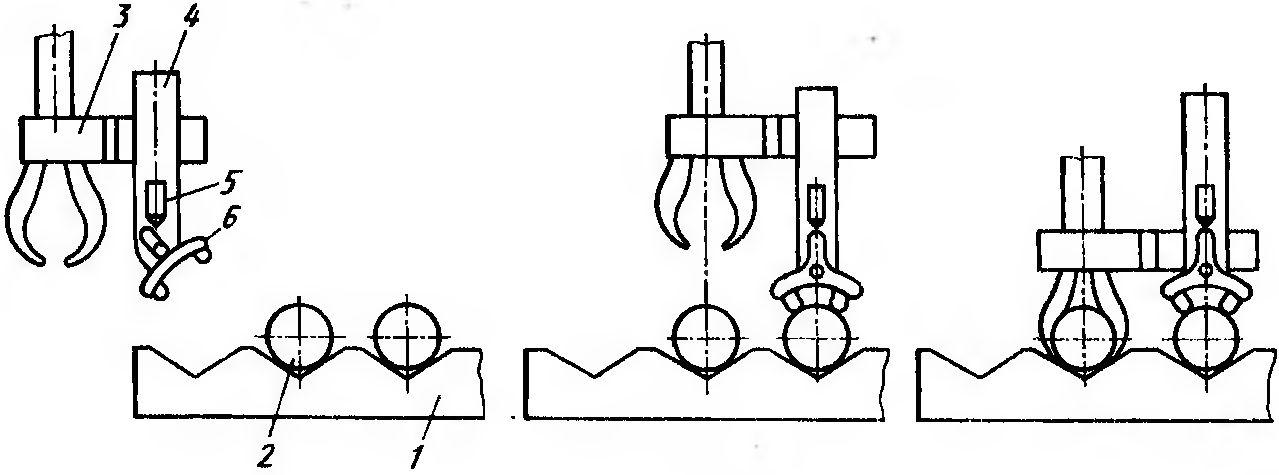
Рис. 165. Сенсорное оснащение промышленного робота