

36. Характеристики размерной стойкости инструмента.
Период стойкости Т, мин. Используется при исследовании резания при работе в цеховых условиях. В этом случае при сравнении разных вариантов величина n3=const.
Число обработанных деталей N- пользуются в производственных условиях. Проводят сравнение разных инструментальных материалов при изготовлении конкретной детали. При этом величина h3 =const. Лучшим инструментом будет тот, кот. Обработал большее количество деталей.
Длина пути резания L, м.
![]() (1)
(1)
По урав. (1) чем > период стойкости > тем L.Этой характеристикой пользютсяпри проведении исследований.
Площадь обработанной поверхнности П, см2.
![]()
![]() ,
см2
,
см2
Чем больше П , тем > число N до затупления инструмента.
5.Относительный линейный износ hол
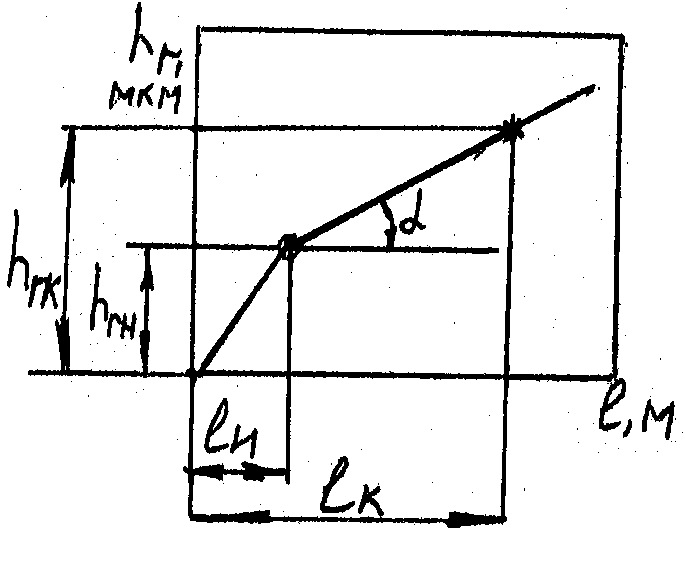
![]() ,
,
![]() -относительная
характеристика размерной стойкости,
кот. не зависит от принятого критерия
затупления.
-относительная
характеристика размерной стойкости,
кот. не зависит от принятого критерия
затупления.
т. 1- берётся на участке нормального износа, т.е. на прямой ВС.
![]() -нач.
радиальный износ, соответствующий
участку приработки
-нач.
радиальный износ, соответствующий
участку приработки
![]() -конечный
или текущий радиальный износ в т.1
-конечный
или текущий радиальный износ в т.1
![]() -начальная
длина пути резания, соотв.-я участку
приработки.
-начальная
длина пути резания, соотв.-я участку
приработки.
![]() -конечная
или текущая длина пути резания
-конечная
или текущая длина пути резания
![]()
![]() =2
мкм/м
=2
мкм/м
Чем
>
![]() ,
тем выше интенсивность износа инструмента
,
тем выше интенсивность износа инструмента
Величина
![]() -
рад. износ резца приходящийся на 1 м.длины
п
-
рад. износ резца приходящийся на 1 м.длины
п![]() ути
резания на участке нормального износа.
ути
резания на участке нормального износа.
6. Относительный поверхностный износ
![]()
![]() -площадь
обрабатываемой поверхности на участке
нормального износа.
-площадь
обрабатываемой поверхности на участке
нормального износа.
![]()
Величина
![]() -рад. износ резца приходящийся на 103
см2
обработанной поверхности на участке
нормального износа.
-рад. износ резца приходящийся на 103
см2
обработанной поверхности на участке
нормального износа.
![]() -явл.-ся
наиболее универсальной характеристикой
инструмента, т.к.
-явл.-ся
наиболее универсальной характеристикой
инструмента, т.к.
Величина
 не зависит от принятого критерия
затупления
не зависит от принятого критерия
затупленияХарактеристикой
 можно пользоватся при работе на разл.
подачах, т.к. подача учитывается в
уравнении.
можно пользоватся при работе на разл.
подачах, т.к. подача учитывается в
уравнении.
37. Влияние скорости резания на hоп, l и t.
Оптимальная и рациональная скорости резания
 Длина
пути резания l
берется при постоянной величине износа
h(инд.
r)
Длина
пути резания l
берется при постоянной величине износа
h(инд.
r)
V(инд н)- рациональная скорость резания. При этой скорости наблюдается максимальный период стойкости.
Понятие рациональной скорости ввел проф. Лоладзе.
Vo > Vм
Обработку деталей надо производить на оптимальной скорости резания Vo. В этом случае до затупления инструмента будет обрабатываться больше деталей.
38. Зависимость стойкости инструмента от скорости резания в двойной логарифмической системе координат.
В зоне высоких скоростей на прямой АВ
справедливо уравнениеV=Cv/
Tm
(1)
зоне высоких скоростей на прямой АВ
справедливо уравнениеV=Cv/
Tm
(1)
Сv- коэффициент, учитывающий свойства материала детали и инструмента
Т- период стойкости
m- показатель относительной стойкости
m=tgB= a/b
На участке ОА с увеличением скорости период стойкости Т уменьшается, так как увеличивается температура резания и увеличивается интенсивность диффузионного износа инструмента.
NoNo – линия постоянной размерной стойкости. Она проводится под углом 45°
V= Cv/ T’
Cv= V*T'=l=const
В любой точке прямой NoNo длина пути резания l величина постоянная и эта линия называется постоянной размерной стойкостью.
На прямой АВ m<1
Для твердого сплава m=0,20
Для быстрорежущих инструментов m=0,12
Для минералокерамики m=0,5
т.В m<1
т.О m=1
т.М m=бесконечность
На участке МС с уменьшением скорости период стойкости уменьшается.
Уравнением (1) можно пользоваться только в зоне высоких скоростей на прямой АВ
Использование уравнения (1) для всего участка АС приведет к большим погрешностям, так как m=(в т. О)=1, а в т. М m=бесконечности.
При пользовании уравнением (1) надо выбирать небольшие периоды стойкости. При обработке одним резцом Т=30-60 мин
Существуют нормативы по режимам резания, составленные по уравнению(1) для всего диапазона скоростей
Крутизна участка АВ зависит от инструмент. Материала.
Для быстрорежущ. Инструмента прямая АВ самая крутая, т.е. при увеличении скорости будет происходить резкое уменьшение периода стойкости.