

19. Влияние различных факторов на усадку стружки
1
2. скорость резания V
3. а или S
4. твердость материала
1.С увеличением γ усадка стружки увеличивается по уравнению 1́
2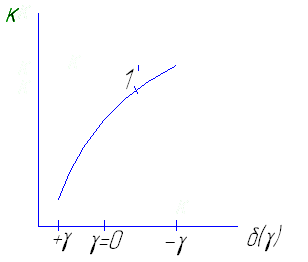

![]() иψ
относит удлинение и относит сужение –
хар-ки пластичности материала детали
иψ
относит удлинение и относит сужение –
хар-ки пластичности материала детали
μ-коэфф-т трения на передней поверхности резца
к-усадка стружки
1. С ск-ти Ө тем-ра резания
2. Угол резания γ на участке АВ уменьшается
На участке ВС γ , т.к. нарост уменьшается и в т.С исчезает
Во втором диапазоне на участке АВ усадка стружки уменьшается т.к. уменьшается угол резания δ.
В т.В усадка min-ая ,т.к. min-ый угол резания δ из-за max-ого нароста .
В 3 диапазоне на участке ВС с ск-ти ,усадка стружки , т.к. угол резания γ .В т. С нарост исчезает. В 4 диапазоне на учаске СД с ск-ти усадка стружки , т.к. коэфф-т трения μ на передней поверхности резца.
В т.Д усадка max , т.к. max-ен коэф-т трения μ.
В 5 диапазоне на участке ДО с ск-ти усадка уменьшается
Причины:
1.уменьш μ
2.уменьш хар-ки пластич материала детали δ и ψ.
У![]() всех металлов и сплавов с
тем-ры с выше 550 ْ
°С
сначала пластичность
всех металлов и сплавов с
тем-ры с выше 550 ْ
°С
сначала пластичность
уменьш достиг min-ого значения при тем-ре =θпл (тем-ра провала пластичности). При тем-ры выше θпл пластич Vо-оптимальная ск-ть резания . Этой ск-ти соот-ет оптимальная тем-ра θо.
Экспериментально установлено , что θпл=θо
В
![]() 4
на усадку стружки действуют два фактора:
4
на усадку стружки действуют два фактора:
1.уменьшается μ
2.увеличивается пластичность материала детали
Если эти два фактора оказывают одинаковое влияние , то усадка стружки стабилизируется. Если большое влияние оказывает первый фактор ,то усадка стружки уменьша-
ется.
Если большое влияние оказывает второй фактор, то усадка стужки
Профессор Еремин установил такое уменьшение усадки от скорости , изменяя ск-ть
Резания от 5…500 м/мин.
3
Н=О нарост отсутствует
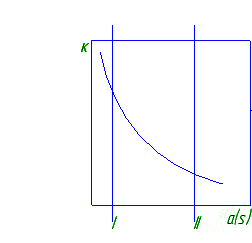 Зона
А – это зона увеличенных пластических
деформаций , за счет трения стружки о
переднюю поверхность резца.
Зона
А – это зона увеличенных пластических
деформаций , за счет трения стружки о
переднюю поверхность резца.
С
толщины срезаемого слоя или  подачи
усадка стружки уменьш, т.к. уменьш влияние
зоны А на общую деформацию стружки.
подачи
усадка стружки уменьш, т.к. уменьш влияние
зоны А на общую деформацию стружки.
4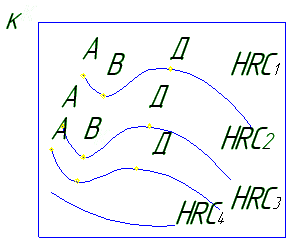 Рассм-им обработку закаленной стали на
различную
Рассм-им обработку закаленной стали на
различную
твердость
HRC1 HRC2 HRC3HRC4
C твердости материала детали усадка стружки уменьшается ,т.к. уменьшается пластичность материала детали. С твердости характерные точки АВД наблюдаются при меньших скоростях резания ,т.к. этим точкам соответствуют определенные температуры, а с повы твердости материалов детали тем-ра резания увеличивается.
При max-ой твердости HRC4 с увеличением скорости усадки стружки монотонно уменьшается т.к. в этом случае не образуется нарост ,т.е. отсутствует участок АВС
20 Силы резания.
Рассмотрим
свободное резание.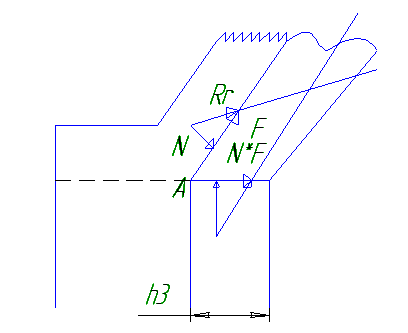
![]() По
передней поверхности действуют нормальная
силаN
и касательная сила F
F=μ*N
По
передней поверхности действуют нормальная
силаN
и касательная сила F
F=μ*N
-коэффициент трения на передней поверхности инструмента
Rс-сила стружкообразования
Rс=N+F
Чем больше пласти-ческая деформация слоя , тем больше сила Rc.
На задней поверхности резца действуют нормальная , нормальная сила N',касательная сила F'
F'='*N'
'-коэффициент трения на задней поверхности инструмента
h3-ширина фаски износа на задней поверхности
Силы действующие на передней и задней поверхностях складываются и получается равнодецствующая сила P
Сила на передней поверхности больше сил на задней поверхности ,когда:
1.срезается толстая стружка,т.е. работа при больших подачах
2.когда обрабатывают пластичные стали и происходит большая усадка стружки
3.когда обработка производиться острым резцом,т.е.h3 небольшая величина
С h3 увеличивается сила на задней поверхности.