

70 Силы резания при протягивании.
При протягивании действует сила Pz, направленная вдоль оси протяжки. Pz = рb. , где р-сила на 1мм длины лезвия зуба протяжки. Суммарная ширина срезаемого слоя для всех одновременно работающих зубьев. По силе Pz рассчитывают протяжку на прочность. Р=65...430 Н.
И дополнительно из книги- сам нашел!!!
В процессе работы круглая протяжка находится под действием растягивающих сил Pz, напр вдоль оси и сил Ру, напр перпен. осевая сила Pz определяется по змпирической формуле: Pz = Cp*D*ax Zmax*K*Kc*Ku, где
Ср-постоянный коэффициент, хар-ий обр-ый мат-л и др усл обр-ки;
а- подъем на зуб в мм;
х- показателб степени;
D- диаметр протяжки;
Всякие К – коэ-ты, хар-ие соотв. Влияние переднего угла, СОЖ и степени износа зубьев протяжки.
71. Износ, стойкость и скорость резания при протягивании
Зуб протяжки изнашивается по задней поверхности.
hз-
ширина фаски износа по задней поверхности.
hз-0,08...0,1мм
при 7 выше классе шероховатости протянутой
поверхности. hз
= 0,1...0,2 при 6 и ниже классе шер-ти. 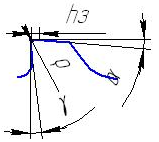
.![]() Переднюю пов-ть зуба протяжки затачивают
конической частью круга.
Переднюю пов-ть зуба протяжки затачивают
конической частью круга.
В зоне высоких v на участке АВ прямая линия. На уч. АВ с увел. v период стойкости уменьш., т.к. увел. t резания и увел. интенсивность дифф. износа инс-та. На прямой АВ справедливо уравнение: v=Cv/T m. (1) Сv- коэ-т, учитыв. Материал детали и инс-та. Т-период стойкости, м-показатель относительной стойкости. l- длина пути резания. hоп- относительный пов-ый износ, который хар-ет интенсивность износа инс-та. При протягивании ур.(1) имеет вид: v= Cv / ( Tm * Styv ). m=tg 0,5...0,8., уv=0,6...0,8.
При протягивании быстрорежущими протяжками v рез= до 6 м/мин.( для тяжелых протяжных станков), v= до 12-18 м/мин ( для легких протяжных станков). Для тв. сплавных протяжек v рез до 90 м/мин.
72. Шлифование. Особенности процесса шлифования.
Шлифование - процесс обработки металлов, снятием стружки абразивным инструментом.
Особенности процесса шлифования:
Рис
1. Зерна в круге расположены произвольно и имеют отрицательные углы 'гамма' (γср = - (30..45)'град'). 2. Большие скорости резания: Vк = 20...40 м/с - при обычном шлифовании и Vк = 50...70 м/с - при скоростном шлифовании. 3. Высокая температура резания из-за больших скоростей и отрицательных углов 'гамма'. 'тетта' = 1000...1500'град'С. При шлифовании закаленной стали из-за высокой температуры образуется прижеги (низкая твердость) в результате температурных превращений в заготовке. Для понижения температуры применяют обильной охлаждение СОЖ, с расходом 10...80 л/мин. Для улутшения охлаждения применяют круги с прирывистой рабочей поверхностью.
Рис.
Когда в контакт с заготовкой вступает участок АВ, то СОЖ хорошо охлаждает заготовку. 4. Большая степень дробления стружки, в результате повышенный расход мощьности на единицу снимаемого припуска. Каждое зерно шлифовального круга снимает металл 0.01...0.001 мм. В результате шлифование обеспечивает 5...7 квалитет, шереховатость 7...10 класс.