

74. Толщина среза, приходящаяся на 1 зерно шлифовального круга
Для анализа влияния элементов режима резания на точность и чистоту обработанной пов-ти исследуем влияние этих факторов на глубину резания, приходящ. на 1 зерно шлиф. круга.
П ри
заданной глубине резанияt
шлиф. круг и заготовка соприкос. на части
цилиндрич. пов-ти, ограниченной дугой
ACA1.
ри
заданной глубине резанияt
шлиф. круг и заготовка соприкос. на части
цилиндрич. пов-ти, ограниченной дугой
ACA1.
Пусть время перемещ. т.С круга в т.А равно τ. Тогда длина дуги АС=l=Vkτ.
Кроме того, отпечаток зерна на заготовке имеет относит. движ-ие со скор. Vз. Т.к. за время τ заготовка поворач. на дугу АВ= Vзτ/60, траектория движения т.С по заготовке примет вид дуги ВС. Когда т.С перейдёт в положение А, её место займёт т.А1, след-но, объём мат-ла загот-ки, соотв. площади АВС, будет срезан зёрнами, находящимися на пов-ти круга, определяемой дугой АС.
Если кол-во зёрен, приход. на единицу дуги АС, обозн. через m, а наиб. высоту площадки АВС в направлении радиуса ВВ1 – через t1, то средняя глубина резания, приход. на 1 зерно:
![]()
При малых знач-ях углов α и β приближённо
ВВ1=АВsin(α+β).
Следовательно:
![]()
и
Из ур-ия (2) следует, что для получения большей чистоты обработ. пов-ти нужно работать мелкозерн. кругами с возможно большей скоростью круга, с малой глубиной резания и малой скоростью заготовки.
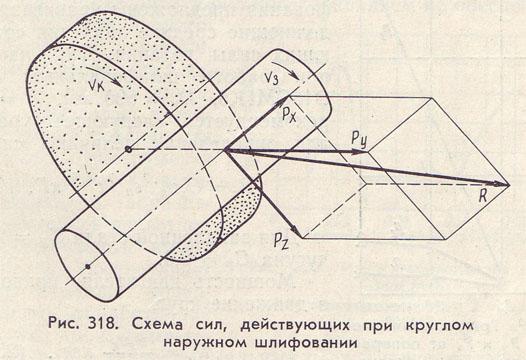
75. Силы резания при шлифовании
Определяют стойкость круга, точность обработки и температуру шлифования. Равнодействующая сила резания R может быть разложена на три составляющие силы: тангенциальную Рz, радиальную Pv и осевую силу Рх. При шлифовании радиальная сила Ру, как правило, больше силы Pz. Составляющая Рx всегда меньше Рz, и при определении мощности обычно в расчет не принимается.
Численные значения Рх, Ру и Pz определяются опытным путем при помощи динамометров. На основании экспериментальных данных для различных условий шлифования предложены уравнения, определяющие средние значения составляющих силы резания.
1) Величина силы Рг:
![]()
2) Мощность двиг-ля, привод. в движение круг:
![]()
где η1 - КПД передачи момента от двигателя к кругу.
3) Мощность двиг-ля для вращ. заготовки:
![]()
где η2 - КПД передачи момента от двигателя к заготовке.
76. Износ и стойкость шлифовальных кругов. Самозатачивание и засаливание
Затупление шлифовального круга, как правило, совершается в два этапа. Сначала происходит обламывание и вырывание из связки отдельных, непрочно укрепленных зерен. Затем наступает второй этап, характеризуемый расщеплением и округлением больших количеств находящихся в работе абразивных зерен, забиванием лор круга стружками обрабатываемого материала и абразивной пылью, а также налипанием частиц обрабатываемого материала на поверхность зерен.
При круглом шлифовании на проход наиболее активно изнашиваются "крайние, расположенные ближе к торцам участки режущей поверхности круга, вследствие чего он приобретает бочкообразную форму.
П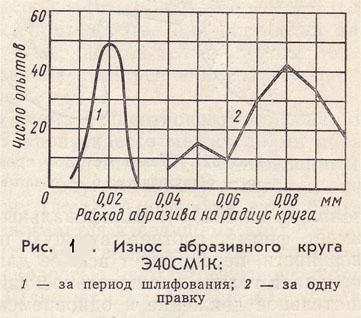 равильно
выбранный круг должен работать с
самозатачиванием; однако практически
с полным самозатачиванием абразивные
круги работают лишь на некоторых черновых
операциях. На чистовых операциях работа
с самозатачиванием не обеспечивает
заданной точности Ичистоты
обработанной
поверхности, 'поэтому необходима
периодическая правка круга. Правкой
называется операция удаления с
'поверхности абразивного инструмента
изношенных зерен. Практика эксплуатации
абразивных инструментов показывает,
что правильный выбор метода правки
обеспечивает получение заданной
точности и чистоты обработанной
поверхности, производительность
операции, а также нормальный 'расход
шлифовальных кругов и правящих
инструментов.
равильно
выбранный круг должен работать с
самозатачиванием; однако практически
с полным самозатачиванием абразивные
круги работают лишь на некоторых черновых
операциях. На чистовых операциях работа
с самозатачиванием не обеспечивает
заданной точности Ичистоты
обработанной
поверхности, 'поэтому необходима
периодическая правка круга. Правкой
называется операция удаления с
'поверхности абразивного инструмента
изношенных зерен. Практика эксплуатации
абразивных инструментов показывает,
что правильный выбор метода правки
обеспечивает получение заданной
точности и чистоты обработанной
поверхности, производительность
операции, а также нормальный 'расход
шлифовальных кругов и правящих
инструментов.
На рис. 1 показан график износа абразивного круга Э40СМ1К за период шлифования и за одну правку, из которого видно, какое значение имеет правка в общем расходе абразива. Правка кругов производится алмазами, шлифовальными кругами, шарошками и другими способами безалмазной правки.
Схема метода правки шлифовальных кругов обтачиванием приведена на рис. 2, а; в качестве правящего инструмента при этом методе правки наиболее часто используются алмазные карандаши и алмазы в оправках.
При безалмазной правке правящий инструмент, вращающийся свободно на оправке, прижимается к принудительно вращающемуся кругу и вырывает с его поверхности затупившиеся абразивные зерна (рис. 2, б). При принудительном вращении правящего инструмента он получает движение от самостоятельного привода (рис. 2, в).
