

50.Скорость резания и стойкость сверл
В
зоне высоких скоростей АВ справедливо
ур-ие
![]() (1)
(1)
В
развернутом виде оно выглядит
![]() (2)
(2)
В ур-ии (2) с увелич.подачи при пост.периоде стойкости ск-ть резания V уменьш.,т.к. увелич.темп.рез. и увелич.интенсивность диффузионного износа инструмента. С увелич.диам.сверла при пост.периоде стойкости V увелич.,т.к.:1)с увел.диам. увел.теплоотвод из зоны рез. и увел. темп.рез. 2)с увел.диам. увел. размеры винтовых канавок, что облегчает отвод стружки из зоны резания.
KV – поправочный коэффициент на скорость рез.
![]()
KMV – учит.мат-ал детали
KHV – учит.мат-л инструмента
KlV – учит.глубину просверленного отверстия
При сверлении глубоких отверстий , когда l=100 скорость рез.уменьш. в 2 раза
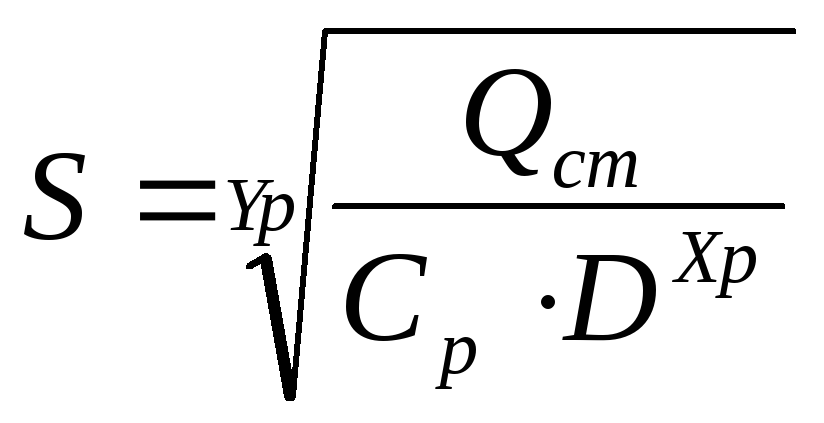
51.Выбор подачи при сверлении
Порядок выбора подачи при сверлении
1) По табл. учит. диаметр сверла, мат-л детали и инструмента
2)
расчет по уравнению
![]() - из этого ур-ия следует что чем больше
диаметр сверла тем больше подача
- из этого ур-ия следует что чем больше
диаметр сверла тем больше подача
CS – зависит от мат-ла детали и инструмента
CS = 0,019…0,095
52.Износ сверла и критерии затупления
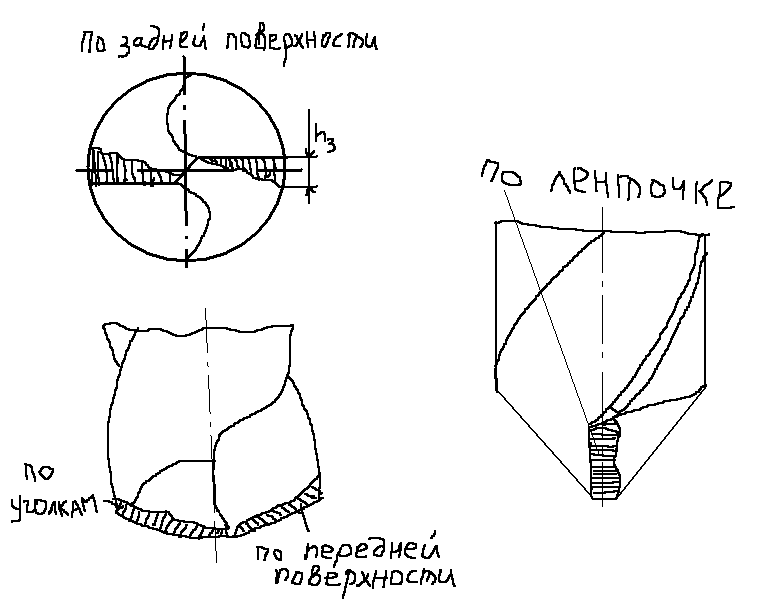
В процессе сверления режущая часть сверла с течением времени изнашивается. Сверла изнашив.в рез-те трения задних пов-тей о пов-ть резания, стружки о переднюю пов-ть, направляющих ленточек о пов-ть резания и смятия поперечной кромки. Типичные виды износа сверла из быстрорежущей стали: износ по задней и передней пов-тям, износ по уголкам и по направляющим ленточкам. Наиболее опасным яв-ся износ по уголкам, образуемым главными реж.кромками и ленточками. Эти места яв-ся наиболее напряженными, т.к. ск-ть рез.в этих местах наибольшая, наибольшее здесь и выделение тепла. Например, при обработке сталей в кач-ве критерия затупления для сверл из быстрореж.стали принят износ по задней пов-ти у периферии hЗ = 1…1,2 мм, при сверлении чугунных заготовок сверлами, оснащенными тв.сплавом, за критерий затупления приним.износ по уголкам = 0,5…1,2мм.Износ сверл, оснащенных тв.сплавом , при сверлении труднообрабатываемых мат-лов(жаропрочных и титановых сплавов, а также тугоплавких металлов) обычно происходит по задним пов-тям. Допустимая величина износа лежит примерно в пределах hЗ = 0,35…0,5 мм, что и необходимо принимать за критерий затупления.
53.Назначение режима резания при сверлении
1)Выбираем станок 2С132 ( 32 – макс.диам. сверления заготовки из стали 45)
2)Выбираем материал режущей части и геометрию сверла
3)Выбираем
глубину резания : при сварке t=D/2;
при рассверливании
![]()
4)Выбираем
подачу: а) по технолог.признакам ( по
табл.,учит.диам.сверла, мат-л детали и
инстр.) б)по прочности механизмов станка
![]() - усилия допуск.механизмом подачи станка.
- усилия допуск.механизмом подачи станка.
 ;
Qст
– берется
по паспортным данным станка
;
Qст
– берется
по паспортным данным станка
Из двух найденных подач берем наим. Это будет макс.технол.допускаемая подача. Эту подачу округляем до ближайшей меньшей по станку.
5)Определяем период стойкости Т по табл. учит. диаметр сверла, мат-л детали и инструмента.
6)Определяем
скорость резания
![]()
7)Определяем
обороты шпинделя
![]() ;
обороты уточняют по станку, при
использовании станка с ЧПУ обороты и
подача регулируют басступенчато
;
обороты уточняют по станку, при
использовании станка с ЧПУ обороты и
подача регулируют басступенчато
8)Проверка
по крутящему моменту
![]() ;
;
определяем
крутящий момент станка
![]()
и сравниваем Mкр.ст. Мкр , если это неравенство не выполняется надо уменьшить обороты шпинделя станка
9)
Определяем машинное время
![]()
54.
Зенкерование Элементы режима резания
при зенкеровании. Зенкерование
–это обработка отверстия полученного
штамповкой, сверлением , зенкером. Зенкер
обеспечивает 10-11 квалитет точности.
Шероховатость 6-7 класс точности, при
зенкеровании припуска на сторону
составляет 0,5-4 мм.![]()
Зенкер инструмент у которого 3 или 4 зуба
φ=45-60º
ω=10-30º
На наружном диаметре делается обр.-ый конус с углом φ=1..2º. У зенкера < φ и γ изменяют в одной плоскости N-N, кот. перпендик. Гл.-ой реж.-ей кромке
α![]() =8-10º
=8-10º
γ=0-15º
![]()
На наружном диаметре делается ленточка шириной f=0.2-2мм. Чем > d тем > f.
З. обеспеч.повышение производительности поле сверления. Т.к. у зенкера 3 и 4 зуба машинное время ум-ся в 1,5-2 раза.