

Классификация установочних пальцев
Установочне пальцы подразделяются на постоянные, сменные, выдвижные.
В свою очередь они могут быть – высокие и низкие, цилиндрические и срезанные.
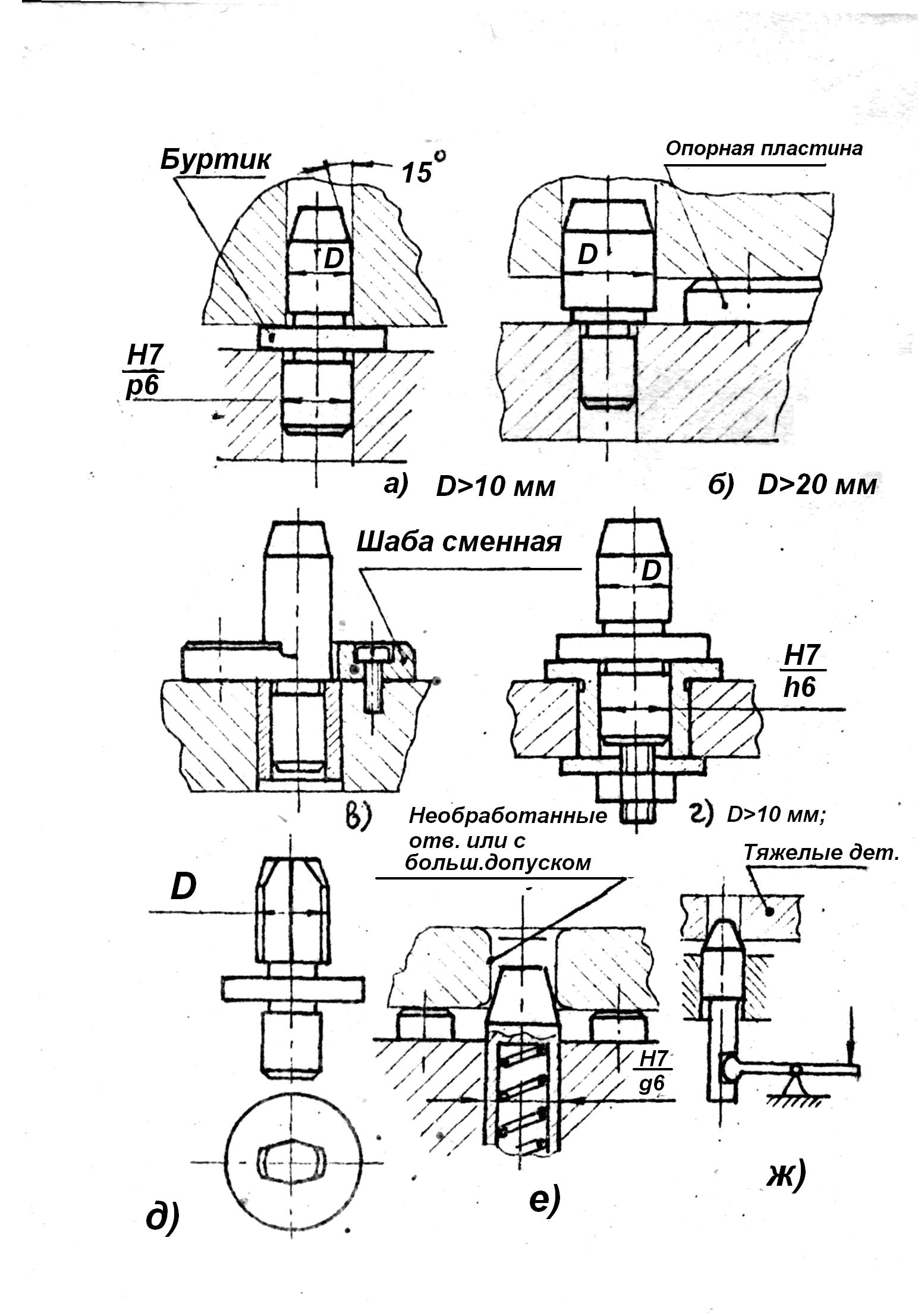
а) – цилиндрический палец с буртиком; б) – цилиндрический палец без буртика; в) – применение опорной шайбы с пальцем; г) – сменный цилиндрический палец; д) – срезанный палец; е), ж) – выдвижные пальцы
Рис. 4 – Установочные и выдвижные пальцы
Материал пальцев диаметром D < 16 мм – сталь У8А, при D > 16 мм – сталь 20Х с цементацией на глубину 0,8…1,2 мм и закалкой до HRC 55…60.
Диаметр D выполняют с точностью: g5, g6, f6, f7, e9.
УСТАНОВКА ЗАГОТОВОК ПО ДВУМ ОТВЕРСТИЯМ И ПЛОСКОСТИ
Установка заготовок по двум отверстиям и плоскости применяется для обработки деталей малых и средних размеров типа корпусов, плит, рычагов и т.д. По этой схеме производится базирование приспособлений-спутников на рабочих позициях автоматических линий (рис.5 а).

а) б)
Рис. 5 – Базирование по двум отверстиям и плоскости
Схема базирования а) (рис.5) наиболее часто применима.
Достоинства схемы (а):
– лишает заготовку 6-и степеней свободы и одновременно обеспечивает свободный доступ инструментов для обработки заготовки с разных сторон;
– позволяет реализовать принцип постоянства баз;
– позволяет достаточно просто и точно фиксировать заготовки и приспособления-спутники на поточных и автоматических линиях.
Плоскость и два отверстия – всегда чистовые базы.
Плоскость обрабатывают начисто на одной из первых операций. Отверстия обрабатывают, как правило, по 7 квалитету.
В качестве установочных элементов применяют опорные пластины, опорные шайбы и два неподвижных или выдвижных пальца.
Конструктивно различают установку :
а) на два цилиндрических пальца ;
б) на один цилиндрический или один срезанный пальцы.
Необходимо обеспечить условие установки на два пальца.
Диаметр одного из пальцев задают равным номинальному размеру диаметра базового отверстия, а допуск назначают по f6, f7, e9 в зависимости от точности отверстия.
Диаметр второго пальца определяют исходя из расчета.
УСЛОВИЕ ВОЗМОЖНОСТИ УСТАНОВКИ ЗАГОТОВКИ
НА ДВА ЦИЛИНДРИЧЕСКИХ ПАЛЬЦА
На рис.6 показано два возможных относительных положения двух отверстий в заготовке и цилиндрических пальцев приспособления. На рис.6 (а) изображен оптимальный вариант, а на рис.6 (б) – один из крайних возможных случаев, когда заготовка может быть установлена на два цилиндрических пальца.
LО и LП – номинальный размер межцентрового расстояния между отверстиями и пальцами.
![]() величины
допусков на межцентровое расстояние
между отверстиями и пальцами соответственно.
величины
допусков на межцентровое расстояние
между отверстиями и пальцами соответственно.
![]() минимальные
зазоры между пальцем и отверстием для
первого и второго пальца соответственно.
минимальные
зазоры между пальцем и отверстием для
первого и второго пальца соответственно.

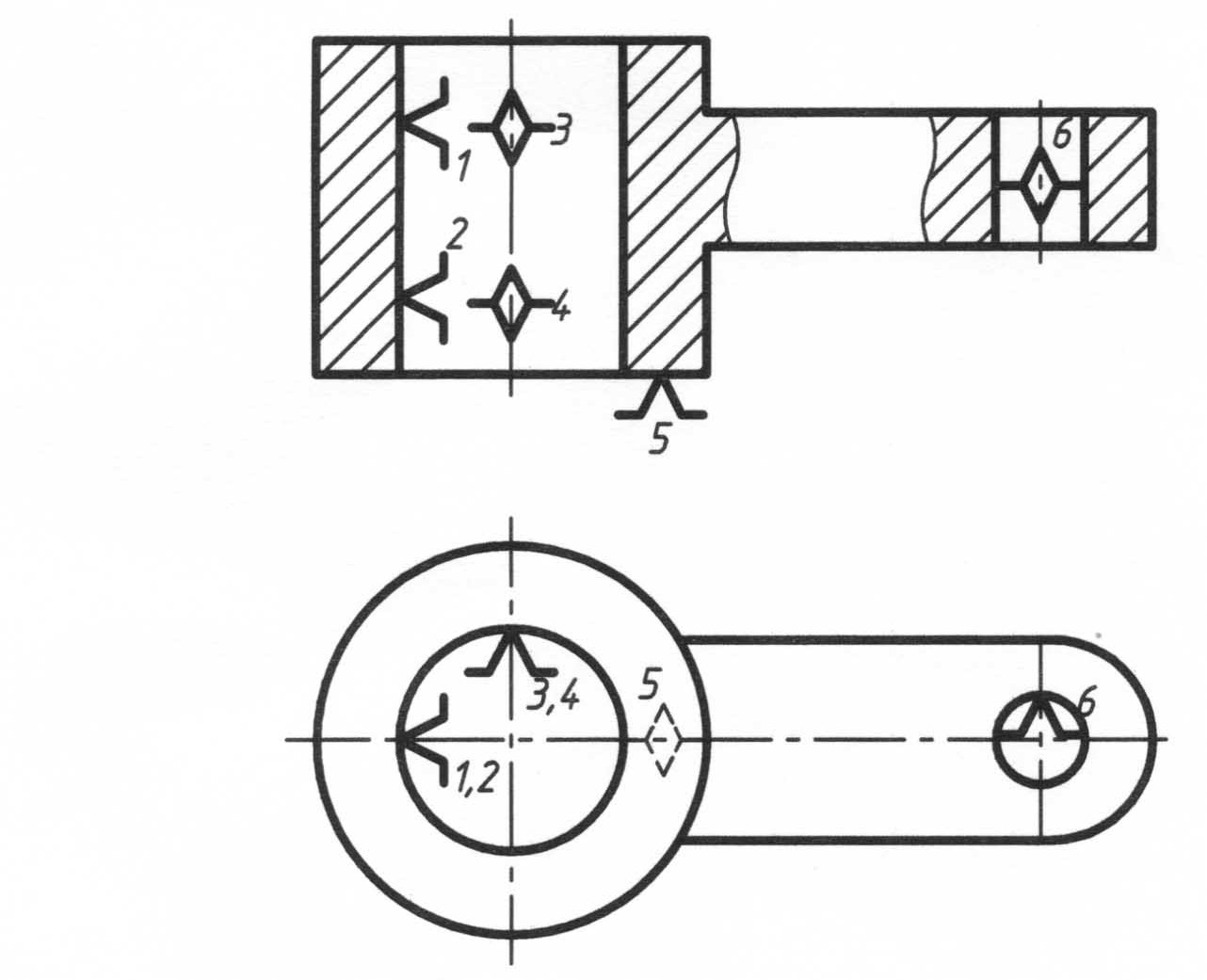
Рис. 6 – Схема относительного расположения двух отверстий в заготовке и пальцев приспособления
Крайние случаи, когда можно установить заготовку на два цилиндрических пальца по двум отверстиям при S1 и S2 – min; LП – min; LO – max (рис.6б) или S1 и S2 – min; LП – max; LO min (рис.7). На рис. 7 показано только левое отверстие и палец.
На рис. 7 показаны два крайних положення левого отверстия с осями ОО и О ІО относительно цилиндрического пальца.
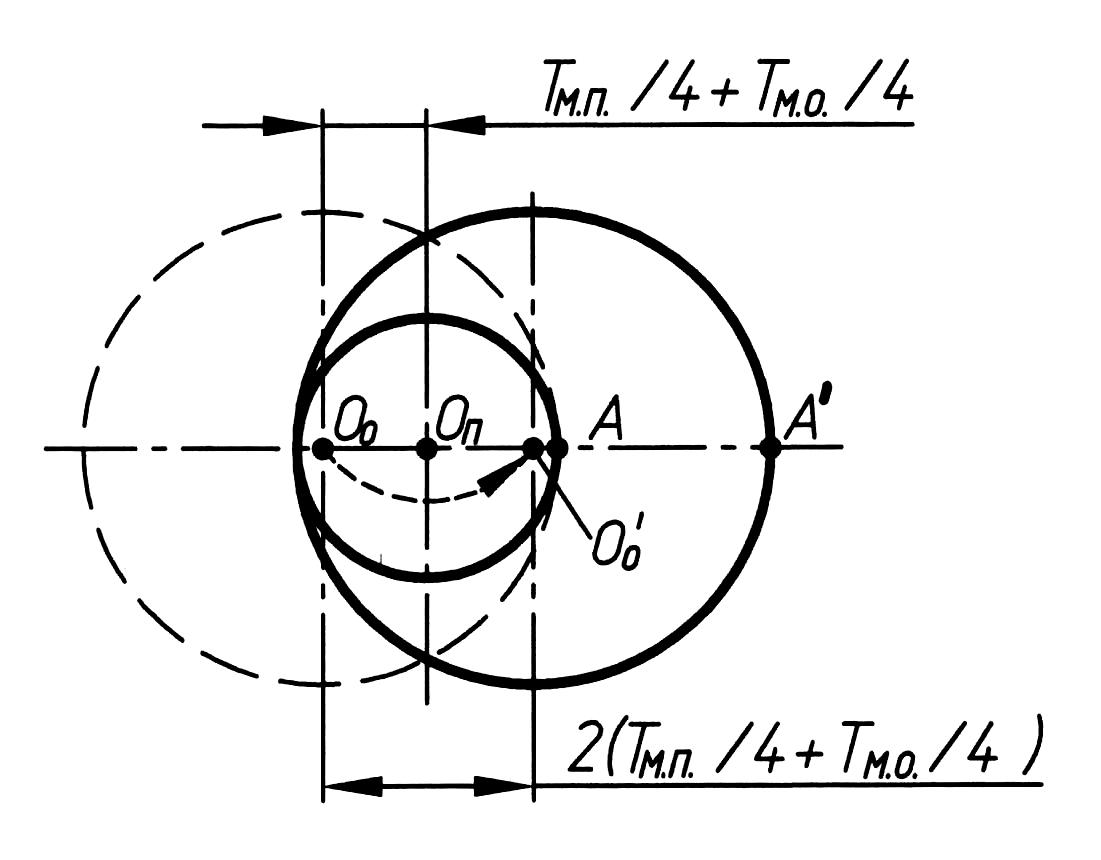
Рис. 7 – Относительное положение пальца и отверстия если LП – max; LO – min
![]()
![]()
![]()
![]()
Условие возможности установки на два цилиндрических пальца:
![]()
Чтобы заготовка установилась на два цилиндрических пальца, нужно или увеличивать зазоры S1min и S2max , что приведет к снижению точности базирования, или уменьшать допуски на межцентровые расстояния Т м.п. и
Т м.о., что удорожает обработку базовых отверстий.
Диаметр второго пальца находится из условий:
![]()
где
![]() –
минимальный диаметр второго отверстия;
–
минимальный диаметр второго отверстия;
![]() –
максимальный
диаметр второго пальца.
–
максимальный
диаметр второго пальца.
Подставим (2) в (1):
![]() отсюда
отсюда
![]()
Допуск на второй палец назначается, как и на первый – по f6, f7, e9.
Пример:
отверстия в заготовке
![]()
![]()
В
первое отверстие устанавливается палец
по f7;
d1=![]()
![]()
![]()
Повысить точность базирования на два пальца и плоскость можно, если второй палец будет срезанным, а не цилиндрическим.
Условие возможности установки заготовки на один срезанный палец и один цилиндрический:
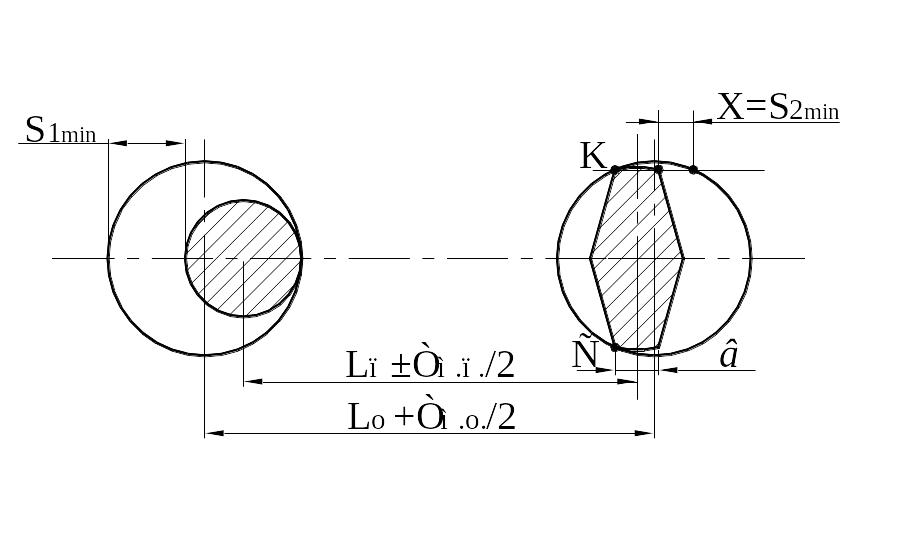
Рис. 8 – Схема установки на один срезанный палец и один цилиндрический
На рис.8 показан один из двух крайних случаев, когда заготовка может быть установлена на один срезанный и один цилиндрический палец.
Х – зазор между срезанным пальцем и отверстием, аналогичен S2min ;
в – ширина рабочей части срезанного пальца, стандартная величина по ГОСТ 12210-66 или 12212-66;
![]() – максимальный
диаметр срезанного пальца;
– максимальный
диаметр срезанного пальца;
![]() – минимальный
диаметр отверстия.
– минимальный
диаметр отверстия.
KN = C.
Условие возможности установки на один срезанный палец и один цилиндрический аналогично условию (1):
![]()
Величина h находится из двух треугольников:
![]()
![]() отсюда
отсюда
![]() т.к.
с
= X
+ b,
то
т.к.
с
= X
+ b,
то
![]()
Подставив Х в уравнение (3) получим условие возможности установки на цилиндрический и срезанный пальцы:
![]()
Из уравнения (4)
![]()
![]()
Это условие возможности установки на цилиндрический и срезанный пальцы:
Пример:
если b=3
мм,
![]()
![]() d1
=
d1
=![]()
![]() то
то
![]()
Для цилиндрического пальца:
![]()
Для срезанного пальца:
![]()
Установка заготовок на один срезанный палец и один цилиндрический позволяет обеспечить высокую точность базирования при невысокой точности межцентровых расстояний.
УСТАНОВКА ЗАГОТОВОК ПО ЦЕНТРОВЫМ ОТВЕРСТИЯМ
Установка заготовок по центровым отверстиям применяется для деталей класса валов и осей, а также труб.
Обработку заготовок в центрах выполняют на токарных, фрезерных, шлифовальных, зубофрезерных станках.
Достоинства установки заготовок по центровым отверстиям:
– Простота конструкции установочных элементов;
– Отсутствие погрешности базирования в радиальном направлении;
– Обеспечение принципа постоянства баз при обработке в центрах.
Недостаток:
– Обработка дополнительных поверхностей центровых отверстий в заготовке.
Рис. 9 – Схема базирования при установке заготовки в центрах
По конструкции центры различают:
Жесткие (упорные) центры (рис.10). Применяются на шлифовальных станках, токарных, фрезерных, зубообрабатывающих. При установке заготовки в жестких центрах заготовка вращается относительно неподвижного центра с трением скольжения.
Рис. 10 – Упорный (жесткий) центр
Вращающиеся центры (рис.11). Применяются для уменьшения трения между поверхностью центрового отверстия и рабочей поверхностью конуса центра. Вращающиеся центры имеют пониженную жесткость.
Рис. 11 – Вращающийся центр
Срезанные центры (рис.12). Бывают двух типов:
а) для базирования по центральному отверстию труб, по отверстиям с фасками (рис.12а). Такие центры называют грибковими;
б) для подрезки торцов и обработки поверхностей малого диаметра (рис.12б). Такие центры называют полуцентрами.
Срезанные центры типа (а) могут быть упорные или вращающиеся, а типа (б) – только упорные (невращающиеся).
Рис. 12 – Срезанные центры
Поводковые центры с рифлениями (рис.13).
Рис. 13 – Поводковый центр с рифлениями
Прямые и обратные центры (рис.14). Прямые центры имеют наружный рабочий конус (рис.10 – 13), а обратные – внутренний (рис.14б).
Обратные центры применяют для базирования заготовок, имеющих вместо центрових отверстий конические наружные поверхности по торцам. Это заготовки малого диаметра, не позволяющие получить центровые отверстия.
Рис. 14 – Обратный центр
Угол рабочего конуса центров 60○, 75○, 90○. Наиболее применим угол конуса 60○. Центры с углом 75○ и 90○ используются для крупных заготовок при больших силах резания.
При установке заготовки на упорный передний центр возникает погрешность базирования, влияющая на длины ступеней вала, равная:
![]()
где ТD.ц.о. – допуск на диаметр центрового отверстия;
α – угол конуса центрового отверстия.
Для устранения погрешности базирования применяют плавающие (утопающие) центра (рис.15).

Рис. 15 – Плавающий (утопающий) центр
Лекция 7
ЗАЖИМНЫЕ МЕХАНИЗМЫ ПРИСПОСОБЛЕНИЙ
Зажимными называют механизмы, создающие силы закрепления заготовок с целью устранения возможности их вибрации или смещения относительно установочных элементов под действием сил, возникающих в процессе обработки (сборки), или под действием собственного веса заготовки.
Зажимные механизмы не нужны:
1 – если силы, возникающие в процессе обработки (сборки), намного меньше силы веса заготовки;
2 – если функцию зажимных сил выполняют силы, возникающие при обработке (сборке), и не требуется высокая точность обработки (рис.1).
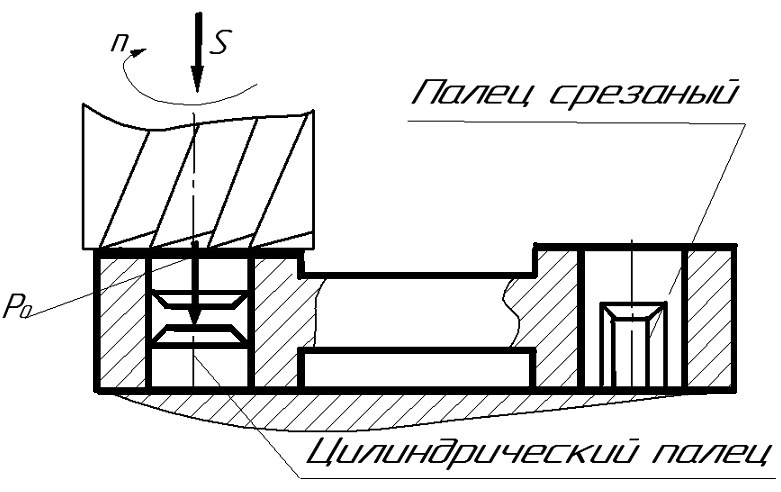
Рис. 1 – Пример обработки без закрепления заготовки