

Погрешность расположения отверстия под рабочую втулку в кондукторной плите –
![]()
где δ – допуск на межцентровое расстояние между осями постоянных кондукторных втулок в кондукторной плите или осью втулки и осью базирующего пояска накладного кондуктора;
F – коэффициент, учитывающий вероятность изготовления кондуктора с максимальной погрешностью, равной допуску δ, F = 0.8;
Δ = 0.05 мм – для кондукторной втулки нормальной точности;
Δ = 0.02 мм – для кондукторной втулки повышенной точности.
Погрешность
базирования заготовки в приспособлении
или погрешность базирования накладного
кондуктора относительно заготовки –
![]()
![]()
где К (см. выше) – коэффициент, учитывающий вероятность возникновения максимальной погрешности базирования.
Погрешность
установки сменной рабочей втулки в
кондукторную плиту –
![]()
![]()
где К – коэффициент, учитывающий вероятность возникновения S max между сменной втулкой и отверстием в кондукторной плите;
![]() – наибольший
предельный диаметр отверстия в постоянной
втулке или в кондукторной плите;
– наибольший
предельный диаметр отверстия в постоянной
втулке или в кондукторной плите;
![]() –
наименьший
предельный посадочный диаметр сменной
втулки.
–
наименьший
предельный посадочный диаметр сменной
втулки.
Погрешность, связанная с эксцентриситетом
рабочей
сменной втулки –
![]()
![]()
где m = 0.4 – коэффициент, учитывающий наиболее вероятную величину эксцентриситета сменной втулки;
e – эксцентриситет оси отверстия и оси наружной посадочной поверхности рабочей сменной втулки.
e = 0.005…0.01 мм.

Рис. 2 – Эксцентриситет оси отверстия и оси наружной посадочной поверхности рабочей сменной втулки.
Пример расчета точности сверления по кондуктору накладному

Рис. 3 – Эскиз детали

Рис. 4 – Установка кондукторной плиты на заготовке
ω1, ω2, ω3, ω5, ω6 – погрешности, рассмотренные выше.
– погрешность базирования накладного кондуктора относительно заготовки,
![]() .
.
![]()
где
![]() – наибольший предельный диаметр
отверстия в изделии, по которому
базируется кондуктор накладной;
– наибольший предельный диаметр
отверстия в изделии, по которому
базируется кондуктор накладной;
![]() –
наименьший
предельный диаметр базирующего пояска
кондуктора.
–
наименьший
предельный диаметр базирующего пояска
кондуктора.
К – коэффициент, учитывающий вероятность возникновения S max (максимальной погрешности базирования накладного кондуктора относительно заготовки, см. выше).
Пример обеспечения точности межцентрового расстояния при сверлении в специальном приспособлении.

Рис. 5 – Установка заготовки в сверлильном приспособлении
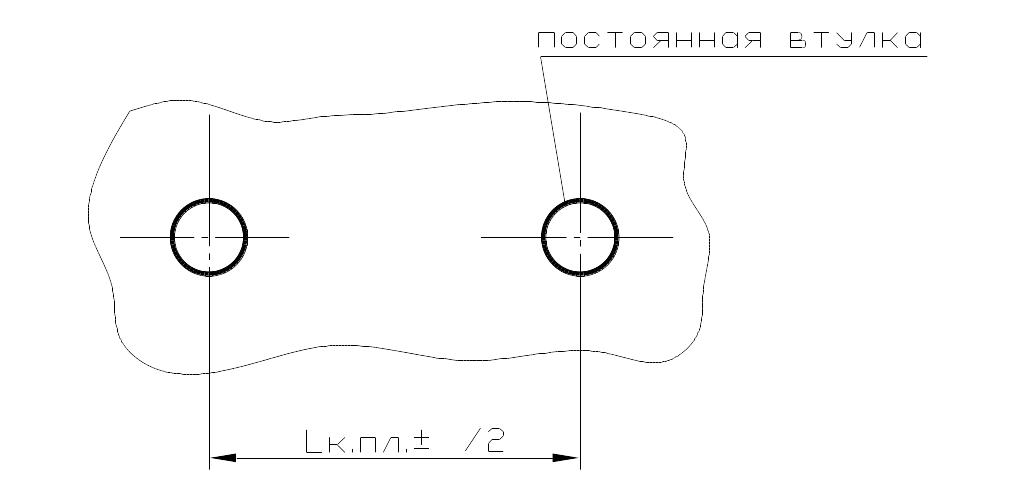
Рис. 6 – Межцентровое расстояние между постоянными (переходными) втулками
Должно быть выполнено условие:
![]()
где ω1, ω2, ω5, ω6 – погрешности, рассмотренные выше;
– погрешность
базирования заготовки,
![]() ;
;
– погрешность межцентрового расстояния между осями постоянных втулок в кондукторной плите.
После
составления уравнения
![]() находят величину
.
находят величину
.
ω3 = δ,
где δ – допуск на межцентровое расстояние между осями постоянных (переходных) втулок в сборе с кондукторной плитой.
На чертеже приспособления указывают:
«Расстояние
между осями постоянных втулок (поз. …)
в сборе с кондукторной плитой (поз. …)
должно быть выполнено с отклонениями
не более
![]() ».
».