

Быстросменные втулки
Применяются в серийном производстве при выполнении на одном сверлильном станке нескольких переходов без снятия детали (сверление, зенкерование, развертывание и т.д.).
Посадка быстросменных втулок в кондукторную плиту, как и для сменных втулок, производится через промежуточные постоянные втулки по посадкам: H7/h6 или H7/g6.
а) б) в)
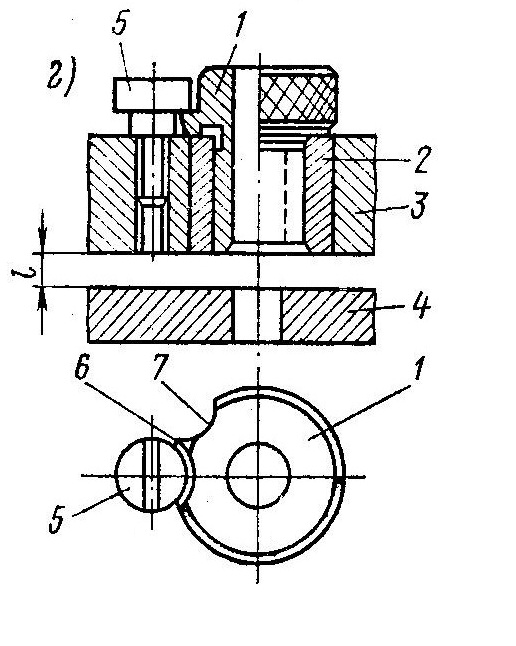
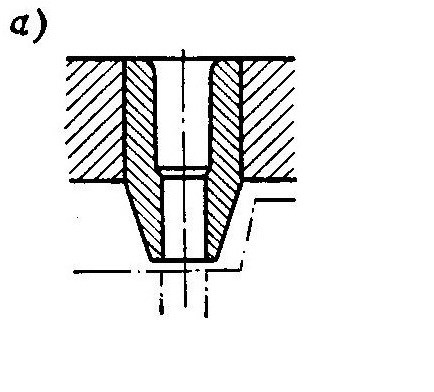
Рис. 4 – Быстросменные втулки
Быстросменная втулка 1 (рис.4а) устанавливается через постоянную втулку 2 в кондукторную плиту 3. Заготовка 4 расположена с зазором l от торца втулки. Быстросменная втулка 1 фиксируется от проворота и от вытаскивания из кондукторной плиты специальным винтом 5, головка которого находится с минимальным зазором над уступом 6 на буртике втулки. Для быстрой замены данной втулки на другую быстросменную втулку, первую проворачивают по направлению против часовой стрелки. При этом головка винта 5 оказывается над выемкой 7, сделанной на боковой стороне буртика втулки 1 и втулку можно вытащить из постоянной втулки 2.
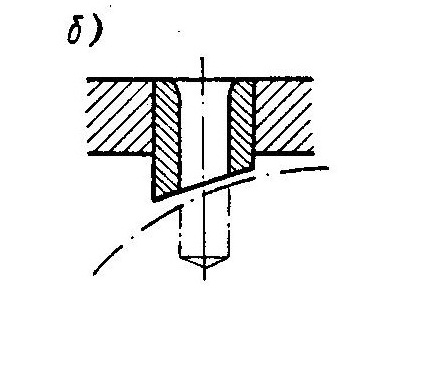
На рис.4б показана быстросменная втулка с лыской на буртике вместо выемки 7 (рис.4б), что более технологично.
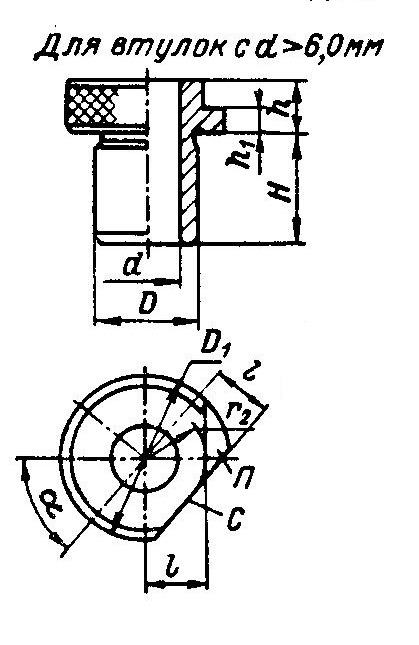
На буртиках быстросменных втулок делается сетчатая накатка для удобства захвата втулки за буртик при ее смене. Высота буртика h в быстросменных втулках больше, чем в сменных или постоянных с буртиком.
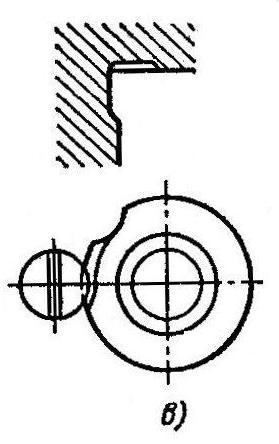
Между нижним торцом буртика и посадочной цилиндрической поверхностью втулки протачивается технологическая канавка (рис.4в).
Специальные втулки
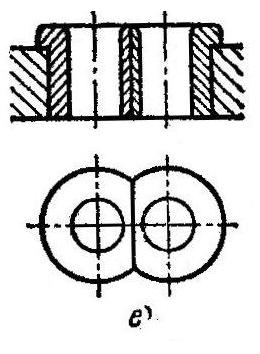
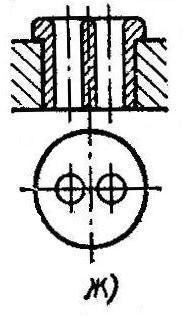
Специальные втулки применяют в особых случаях, когда применение стандартных втулок невозможно или не дает эффекта. На рис.5 приведены примеры специальных втулок. Втулку (рис. 5а) применяют для сверления отверстий в наклонных к его оси плоскостях, удлиненную быстросменную втулку (рис.5б) применяют при обработке отверстий в углублениях заготовки, срезанные (рис. 5в) и сдвоенные втулки (рис.5г) применяют при обработке близко расположенных отверстий.
а) б) в) г)
Рис. 5 – Специальные втулки
Материал втулок: Втулки диаметром до 25мм изготавливают из сталей У10А, У12А, 9ХС.
Диаметром более 25мм – сталь 20, 20Х с цементацией и закалкой НRС 62…65.
Вращающиеся втулки
Изучить самостоятельно: Ансеров, Приспособления для металлорежущих станков,1975,стр.189.
Кондукторные плиты
В зависимости от связи с корпусом кондуктора плиты могут быть жесткими, откидными, съемными, подвесными и подъемными.
Жесткие плиты отливают за одно целое с корпусом или прикрепляют к нему сваркой, а чаще при помощи винтов; в последнем случае для точной фиксации плиты при сборке предусматривают контрольные штифты.
Откидные или шарнирные плиты позволяют открывать кондуктор для установки и снятия обрабатываемых деталей.
Съемные или накладные кондукторные плиты обычно используются для обработки систем отверстий в крупных деталях на радиально-сверлильных станках. Они накладываются непосредственно на деталь и после необходимой ориентировки прикрепляются к ней.
Подвесные плиты применяют при сверлении многошпиндельными головками. Плита вместе с головкой подвешивается на шпиндель станка и направляющими колонками связывается с корпусом приспособления. Над плитой располагаются пружины, которые в момент ее контакта с обрабатываемой деталью начинают сжиматься и плитой закрепляют деталь.
Подъемные плиты устанавливаются на уступах колонок скальчатых кондукторов и с помощью рукоятки или пневмопривода и реечной передачи поднимаются и опускаются, осуществляя одновременно и зажим детали.
Плиты изготовляются из высококачественного чугуна, реже из стали. Толщина плит согласовывается с высотой кондукторных втулок и обычно колеблется в пределах от 15 до 30 мм. Для высоких втулок на плитах предусматриваются местные утолщения (бобышки).
Копиры
Копиры служат для направления режущего инструмента, при обработке фасонных поверхностей на фрезерных, токарных и шлифовальных станках. Обеспечивают заданную траекторию движений инструмента.
Отпадает необходимость в разметке, в ручном совмещении продольной и поперечной подач.
Повышается точность обработки, производительность.
Рис. 6 – Схема фрезерования с применением копира
Если
оси ролика и инструмента совпадают и
если
![]() ,
то поверхности детали и копира идентичны
(эквидистантные).
,
то поверхности детали и копира идентичны
(эквидистантные).
Если
оси ролика и инструмента не совпадают,
то в этом случае профиль копира и детали
отличаются. Профиль копира зависит от
![]()
Рис. 7 – Схема фрезерования с применением копира
Построение профиля:
1. Вычертить профиль детали в натуральную величину или в увеличенном масштабе.
2. Выбрать R ФР – меньше радиуса вогнутого участка профиля.
3.
Выбрать центр вращения детали. Вычертить
лучи из него. Условие: угол давления
![]() должен быть минимален (угол между лучом
из центра вращения и нормалью к профилю)
должен быть минимален (угол между лучом
из центра вращения и нормалью к профилю)
4.
Вычертить на лучах окружности,
соответствующие
![]() Выдержать расстояние а.
Выдержать расстояние а.
5. Касательно к окружности роликов приводится огибающая кривая копира.
Для симметричных профилей центр вращения совпадает с центром тяжести контура.
Способ нахождения центра вращения:
Для компенсации диаметра фрезы после ее переточки, ролик следует выполнять коническим.
Рис. 8 – Схема компенсации диаметра фрезы
Перемещение ролика для компенсации диаметра фрезы.
Схемы копировальных устройств см. Ансеров стр.621.
Материал копиров и роликов У10А, У8А, сталь 20, 20Х — цементация, закалка НRС 58…62.
Детали приспособлений для настройки режущего инструмента на размер
К ним относятся шаблоны и установы.
Применяются
с целью сокращения вспомогательного
времени на техническое обслуживание
![]() ,
в условиях серийного и массового
производства, при методе автоматического
получения размеров. Повышают
производительность и точность обработки.
,
в условиях серийного и массового
производства, при методе автоматического
получения размеров. Повышают
производительность и точность обработки.
Шаблоны используют при токарной обработке. Установы — для фрезерных работ.
Шаблоны
Шаблоны бывают съемные и откидные. Могут применяться шаблоны в виде колец.
Шаблон — установочное кольцо.
Рис. 9 – Токарные шаблоны
Установы
Установы: высотные и угловые.
Высотные — для установки фрез в одном направлении, например по высоте.
Угловые — для установки фрезы в двух направлениях.
Плоские щупы h1,3 и 5 мм. У7А. HRC55…60.
Установы У7А, 20Х. НRС 55-60.
Вспомогательные элементы и устройства приспособлений
К ним относятся поворотные и делительные устройства, выталкиватели, подъемные устройства.
(См. Корсаков. Основы конструирования приспособлений, 1983. Стр166. Ансеров стр.176.)
Поворотные и делительные устройства — применяют в многопозиционных приспособлениях, для придания заготовке различных положений относительно режущего инструмента.
Рис. 10 – Схема делительного устройства
Цилиндрические вытяжные пальцы – воспринимает момент сил, точность мала. Посадка по рабочей части пальца с втулкой H7/g6, H6/h5.
Фиксаторы с конической рабочей частью точнее. Угол конуса 2α = 15°.
Выталкиватели — ручные и автоматические. Предназначены для быстрого удаления небольших деталей из приспособлений.
Рис. 11 – Схема выталкивателя