

Расчет усилия зажима в цанговом патроне
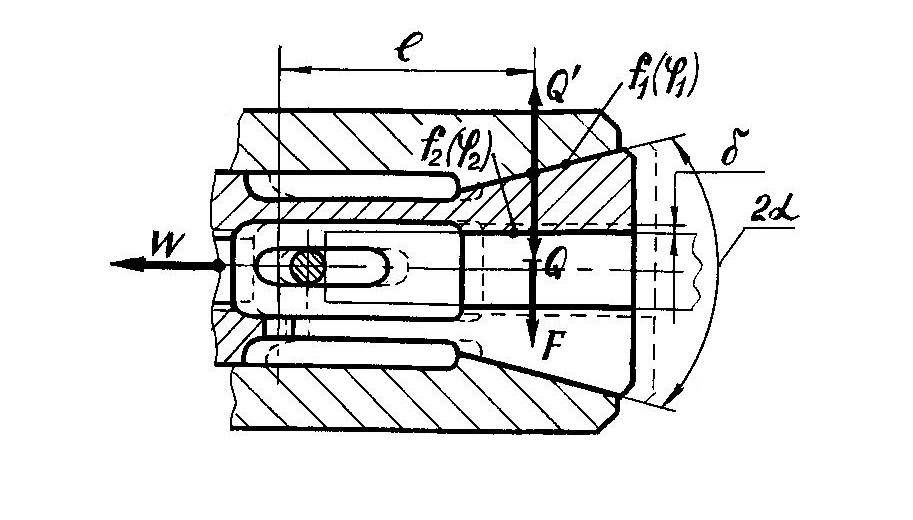
Рис. 2 – Расчетная схема для цанговых патронов
Каждый лепесток цанги – это односкосый клин.
Усилие для зажима заготовки W равно:
![]()
где
![]() - усилие, необходимое для создания силы
зажима заготовки всеми лепестками
цанги.
- усилие, необходимое для создания силы
зажима заготовки всеми лепестками
цанги.
![]() -
усилие, необходимое для создания силы
F,
изгибающей все лепестки на величину
зазора
-
усилие, необходимое для создания силы
F,
изгибающей все лепестки на величину
зазора
![]() .
.
Если есть упор в цанге, то цанга скользит по заготовке:
![]()
Если цанга без упора:
![]()
![]() ,
т.к. заготовка втягивается совместно с
цангой и нет трения между заготовкой и
цангой.
,
т.к. заготовка втягивается совместно с
цангой и нет трения между заготовкой и
цангой.
При наличии упора и без него сила W2 определяется по формуле:
![]()
После суммирования величин W1 и W2 :
При наличии упора в цанге:
![]()
Если упора нет:
![]()
Где в формулах (1) и (2):

Q – усилие зажима заготовки;
![]() – крутящий
момент от сил резания;
– крутящий
момент от сил резания;
r – радиус поверхности заготовки, по которой происходит зажим;
![]() – осевая
сила.
– осевая
сила.
К – коэффициент запаса;
![]() – коэффициент
трения между заготовкой и цангой;
– коэффициент
трения между заготовкой и цангой;
= 0,25 – для цанг с гладкой рабочей поверхностью;
= 0,35 – с кольцевыми канавками;
= 0,45 – с крестообразными канавками;
= 0,8 – с зубьями, параллельными оси цанги;
Силу F можно найти если рассмотреть каждый лепесток, как консольно закрепленную балку.
![]()
где Е – модуль упругости материала цанги в МПа, Е = 2,2·105 МПа;
I – момент инерции сектора цилиндрической части цанги в месте заделки лепестка, мм;
– радиальный зазор, необходимый для свободной установки заготовки, мм;
![]() – длина
лепестка цанги от места заделки до
середины конуса, мм;
– длина
лепестка цанги от места заделки до
середины конуса, мм;
n – число лепестков цанги.
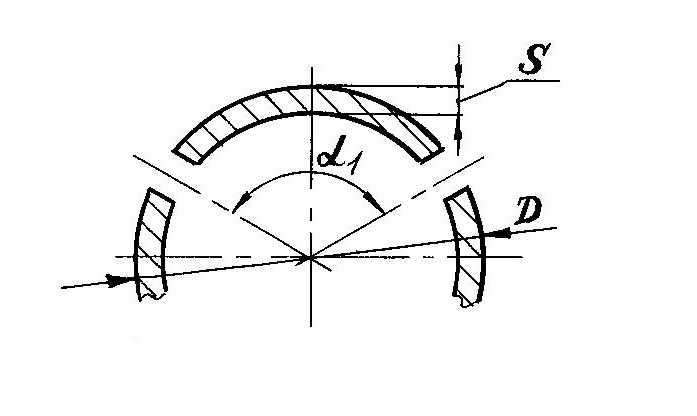
Рис. 3 – Поперечное сечение лепестка в цилиндрической части цанги
![]()
Упрощенная формула:
если три лепестка:
![]()
Если четыре лепестка:
![]()
где S – толщина стенки лепестка в цилиндрической части цанги;
D – наружный диаметр цилиндрической части цанги.
Мембранные механизмы
Мембранные зажимные механизмы предназначены для установки заготовок по наружным и внутренним поверхностям, обработанным с точностью не грубее 9 -10 квалитета.
Различают рожковые и кольцевые мембранные зажимные механизмы.
Кольцевые мембранные зажимные механизмы называют зажимными механизмами с тарельчатыми пружинами.
Рожковые мембранные зажимные механизмы
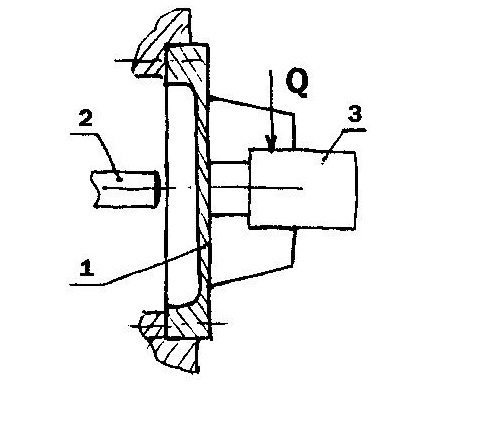
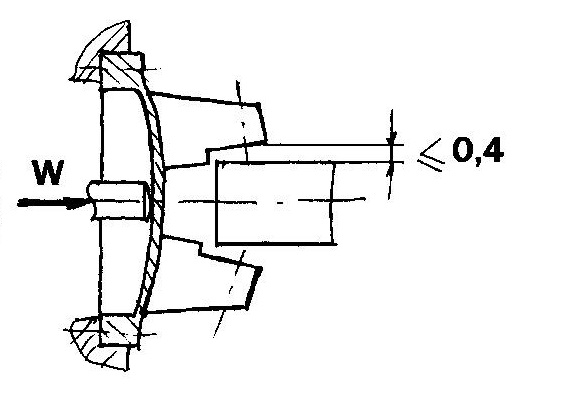
Рис. 4 – Схема рожковых мембранных зажимных механизмов
Точность центрирования в рожковых мембранных зажимных механизмах 3 – 5 мкм.
Число рожков 6…12.
Материал мембран: Сталь У7А, У10А, 65Г, 30ХГСА, закалка HRC 40…45.
Кольцевые мембранные зажимные механизмы
(с тарельчатыми пружинами).
Применяются для установки заготовок по наружным и внутренним поверхностям не грубее 11 квалитета.
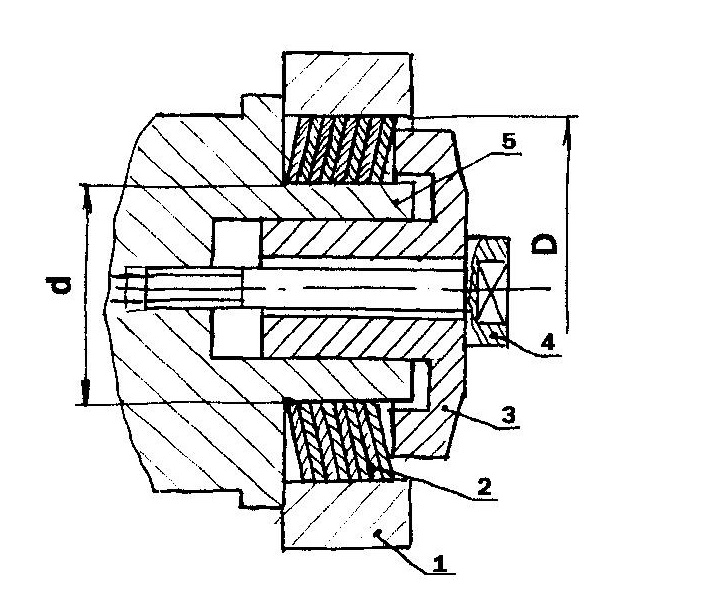
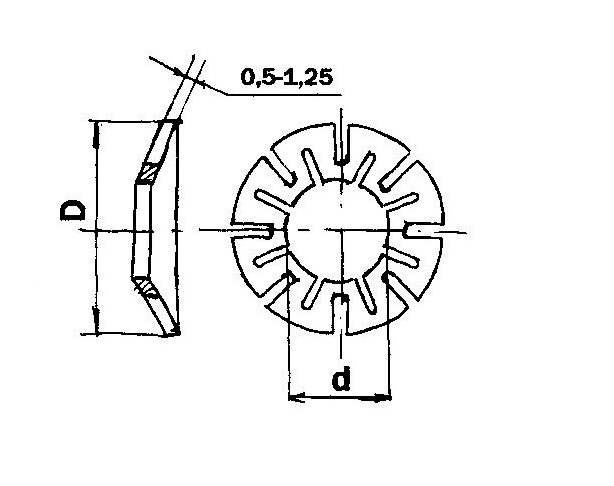
Рис. 5 – Схема зажимного механизма с тарельчатыми пружинами
Точность центрирования 10 – 30 мкм.
Наружный диаметр тарельчатых пружин: D – 18…200 мм.
Внутренний диаметр: d – 4…160 мм.
Диаметр D увеличивается на 0.4 мм при сжатии пружин.
Материал тарельчатых пружин сталь 60С2А.