

Двухрычажные шарнирные механизмы
Одностороннего действия :

а) б)
Рис. 7 – Двухрычажные шарнирные механизмы одностороннего действия
Двухстороннего действия:


в) г)
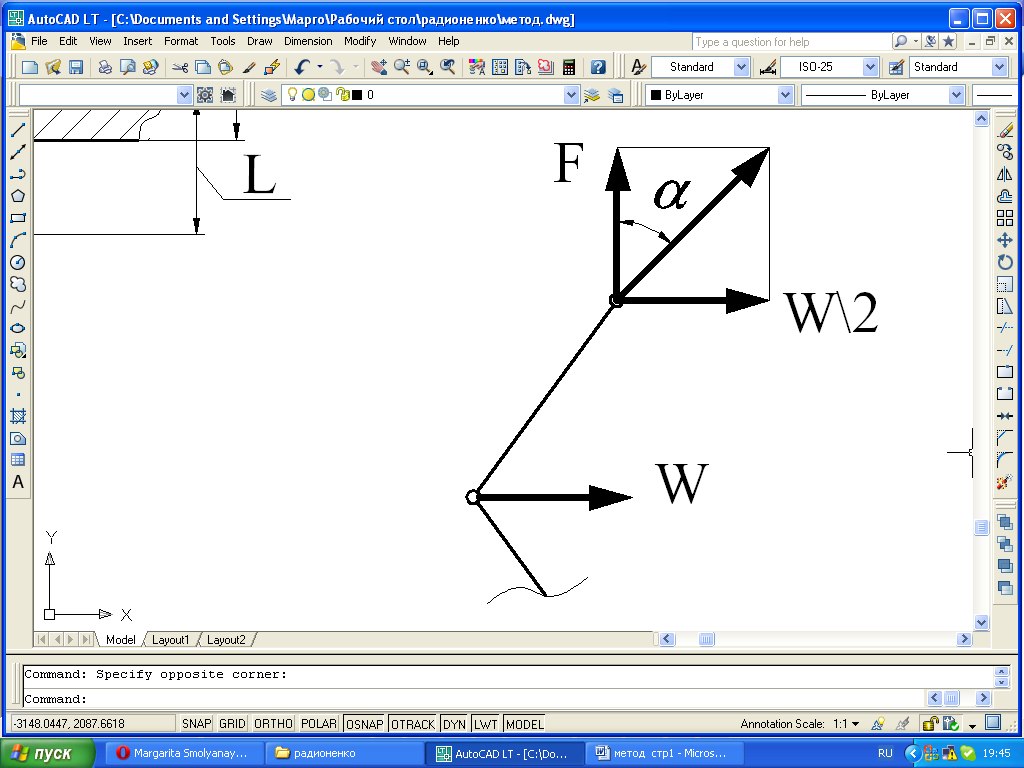

Рис. 8 – Двухрычажные шарнирные механизмы двустороннего действия
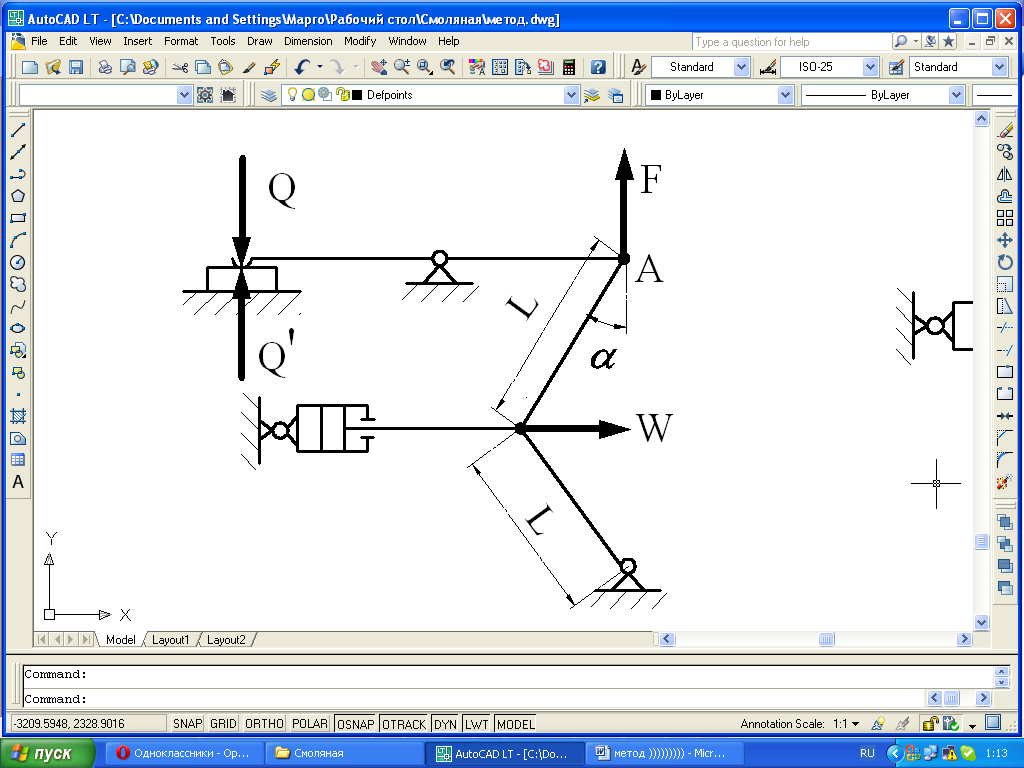
Схемы
а) и в)
![]()
Схемы
б) и г)
![]()
![]()
Запас хода для двухрычажных шарнирных механизмов:
![]()
ЦЕНТРИРУЮЩИЕ ЗАЖИМНЫЕ МЕХАНИЗМЫ ПРИСПОСОБЛЕНИЙ
Такие механизмы называют «самоцентрирующие».
Это механизмы, ориентирующие заготовку по двум взаимно перпендикулярным плоскостям.
В зависимости от конструкции механизма, обеспечивающего их взаимосвязанное движение различают:
1. Винтовые;
2. Реечно-зубчатые;
3. Спирально-реечные;
4. Клиновые;
5. Рычажные;
6. С упругодеформируемыми элементами.
Винтовые зажимные механизмы:

Рис. 9 – Схема винтового зажимного механизма –
самоцентрирующих тисков с призмами
Реечно-зубчатые зажимные механизмы:

Рис. 10 – Схема реечно-зубчатого зажимного механизма – самоцентрирующих тисков с призмами
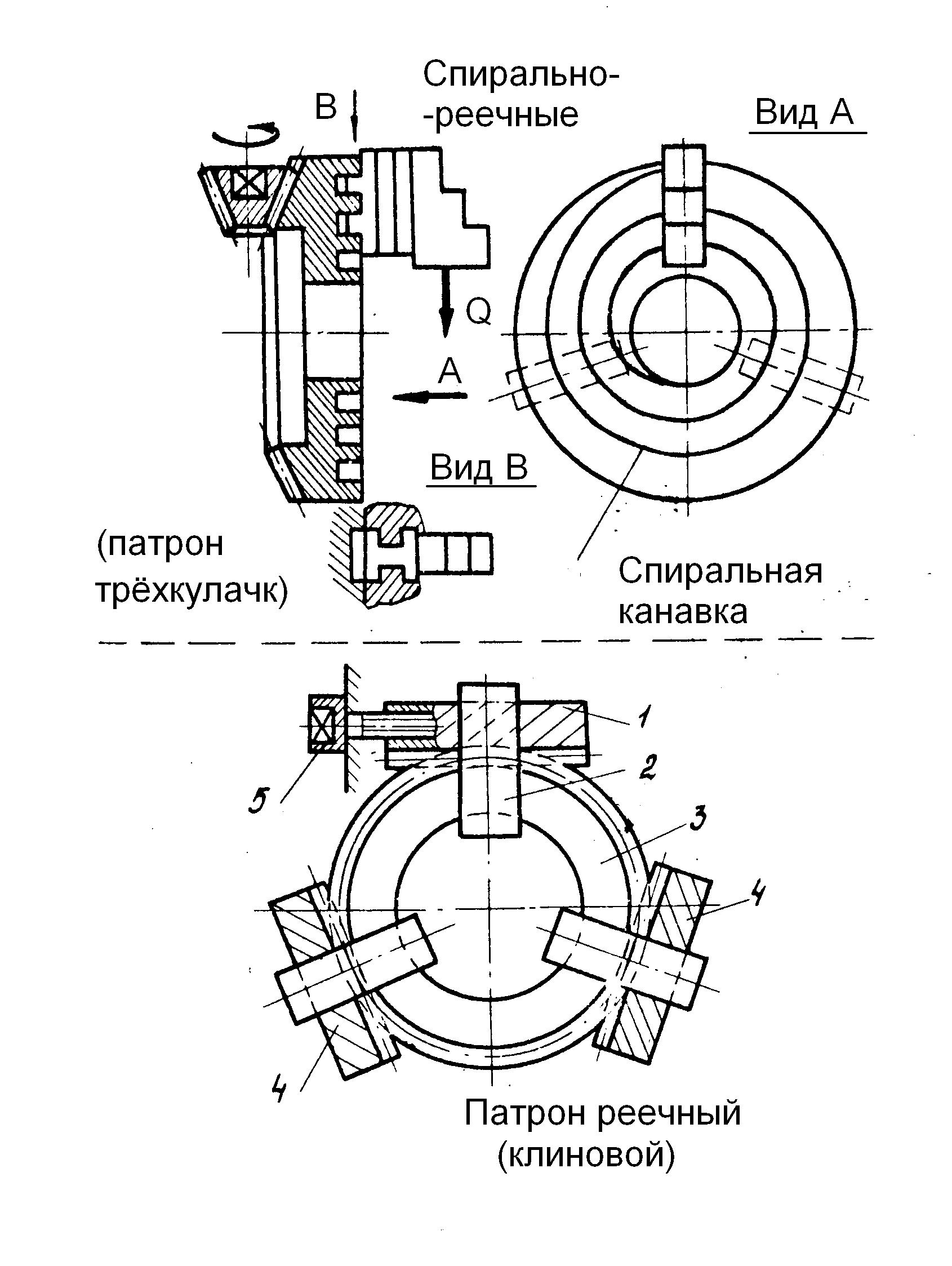
Спирально-реечные зажимные механизмы [2], с.366:
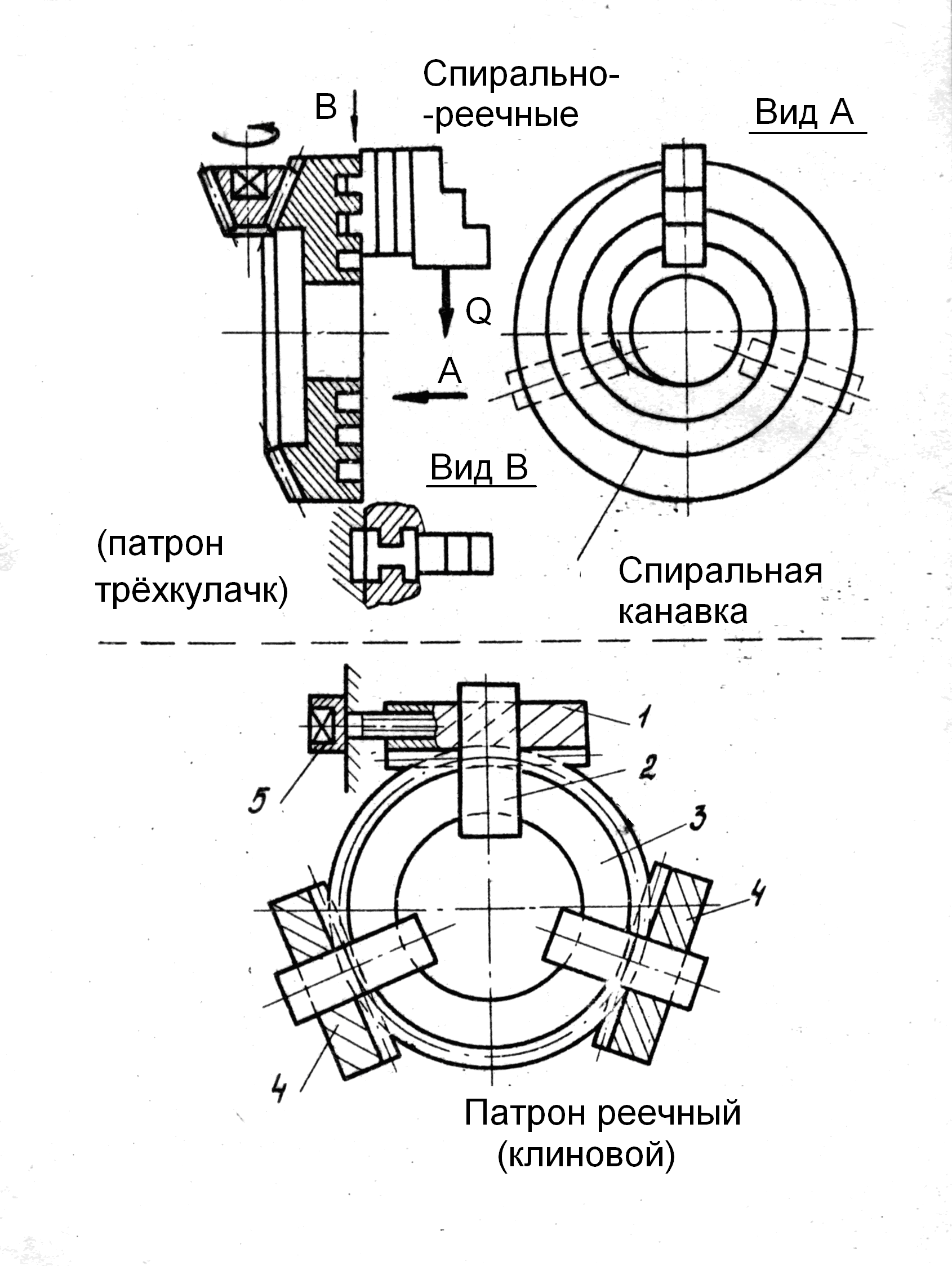
Рис. 11 – Схема спирально-реечного зажимного механизма – трехкулачкового самоцентрирующего токарного патрона
Клиновые зажимные механизмы:

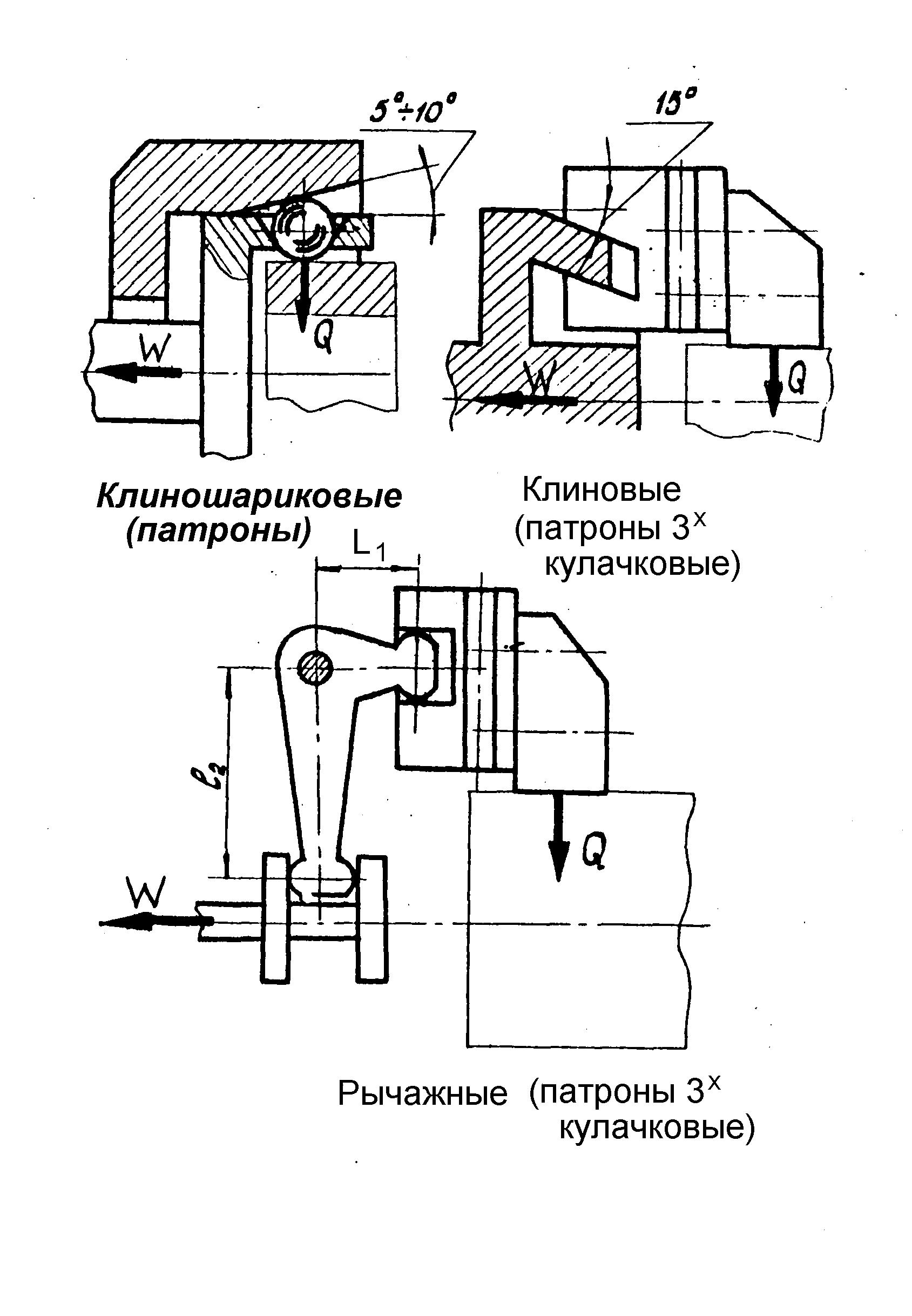
а) б) в)
а) – схема клинового токарного патрона;
б) – схема реечного (клинового) токарного патрона;
в) – схема клиношарикового патрона
Рис. 12 – Схема клиновых зажимных механизмов
Описание клинового трехкулачкового самоцентрирующего токарного патрона приведено в учебнике [2], с.371. Реечного трехкулачкового самоцентрирующего (клинового) токарного патрона – в [2],с.370, точность центрирования 0,02 мм.
Рычажные зажимные механизмы:
Наибольшее применение имеет 3-х кулачковый самоцентрирующий патрон с рычажным приводом [2], с.377. Точность центрирования невысокая – 0,1 – 0,3 мм.
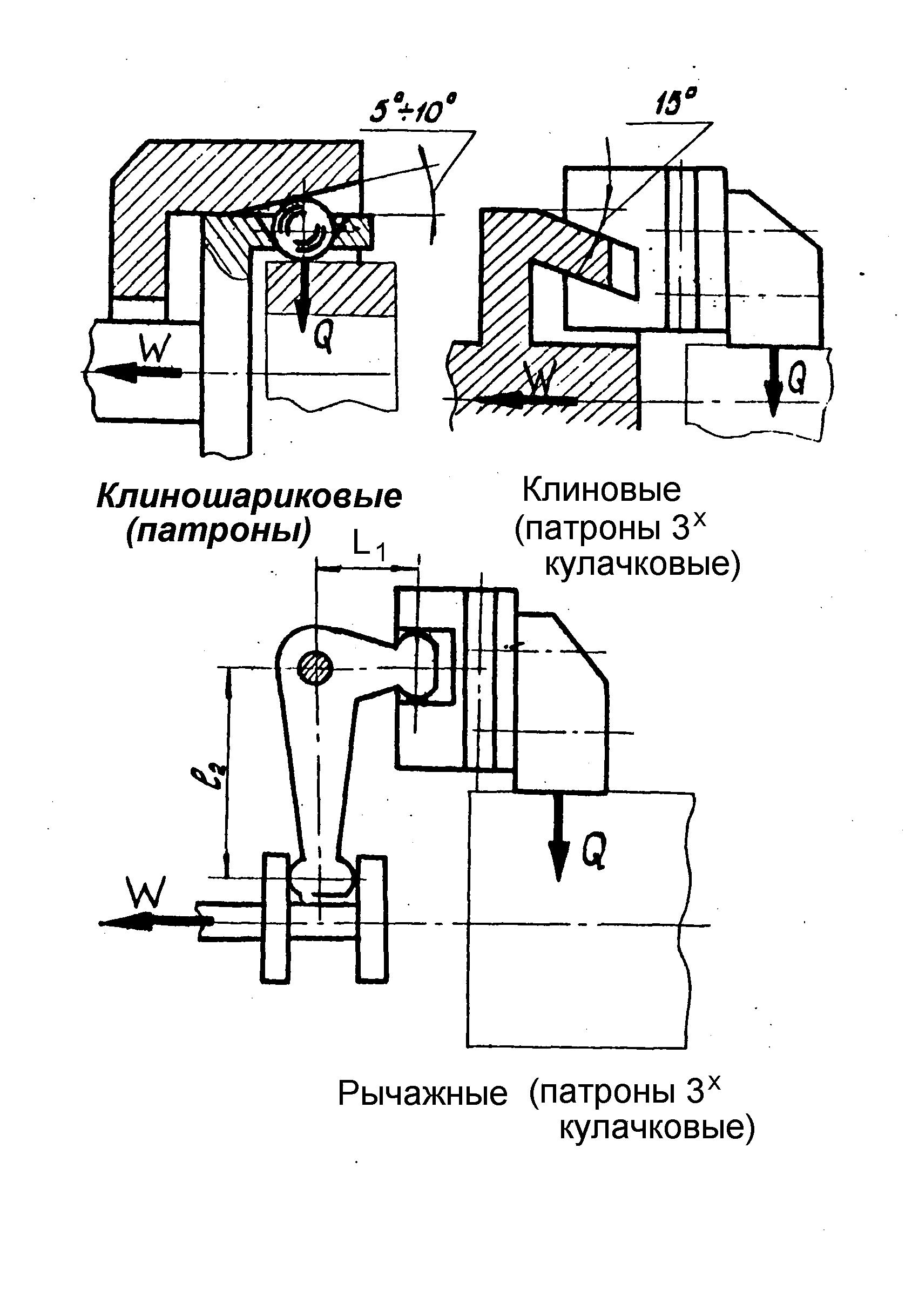
Рис. 13 – Схема рычажного самоцентрирующего трехкулачкового токарного патрона
Зажимные механизмы с упругодеформируемыми элементами:
а) Цанги;
б) Мембранные механизмы;
в) Механизмы с гидропластмассой (гидропластовые).
Лекция 10
ЦАНГОВЫЕ ЗАЖИМНЫЕ МЕХАНИЗМЫ
Цанги – это разрезные пружинящие втулки (3,4,6 лепестков).
Цанги предназначены для установки заготовок по наружным и внутренним обработанным поверхностям, выполненным не грубее 9-го квалитета (иногда до 12 квалитета).
Точность центрирования – 20-50 мкм.
Применяются цанговые патроны и оправки.
Цанговые механизмы бывают 3-х типов:

а)


б) в)
Рис. 1 – Схемы цанговых патронов
а) с тянущей цангой (рис.1а) – для закрепления штучных заготовок. Могут быть с упором или без.
б) с толкающей цангой (рис.1б) – для закрепления пруткового материала на токарных автоматах. Подача прутка до упора.
в) с неподвижной цангой (рис.1в) – применяются в ручных зажимах.
Цанги изготовляют из сталей У8А, У10А, 65Г, 9ХС. Рабочая часть HRC 55…62. Хвостовик 30…45 HRC.
Угол 2α цанги равен 30° – 40°для исключения заклинивания в корпусе.
Для равномерного износа угол охватывающей части делается с учетом сжатия цанги.