

Расчет клиновых механизмов Клиновой механизм без роликов с односкосым клином
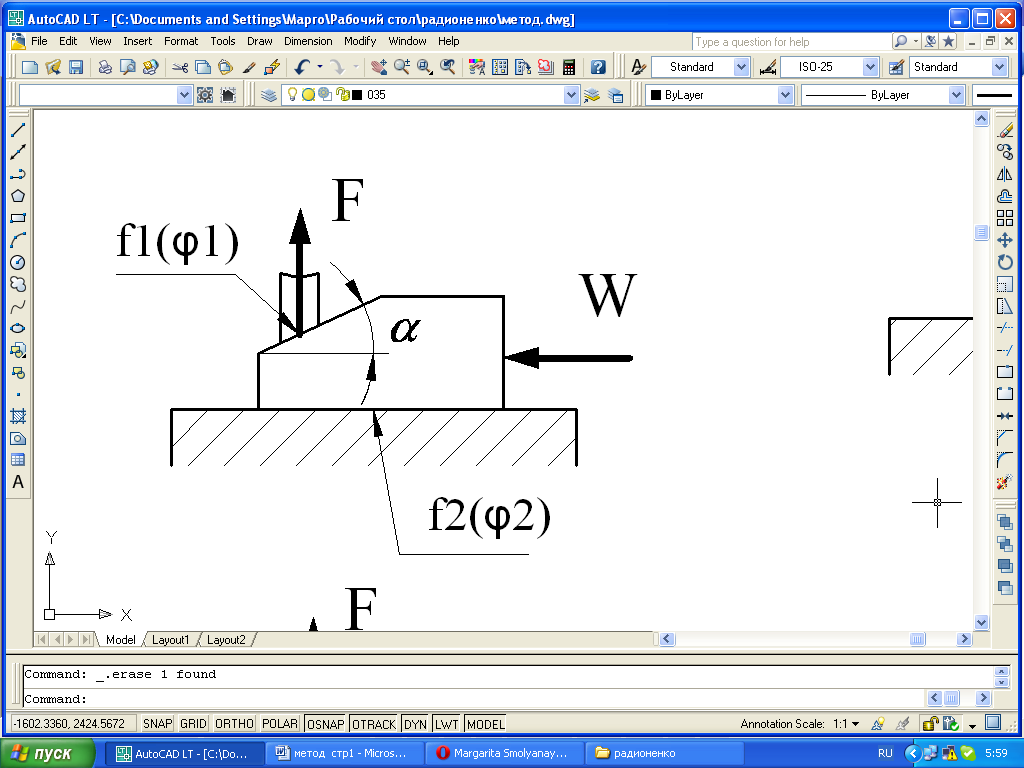
Рис. 5 – Схема клинового механизма без роликов с односкосым клином
![]()
где φ1= arctgƒ1 и φ2= arctgƒ2 – углы трения скольжения;
ƒ1 и ƒ2 – коэффициенты трения.
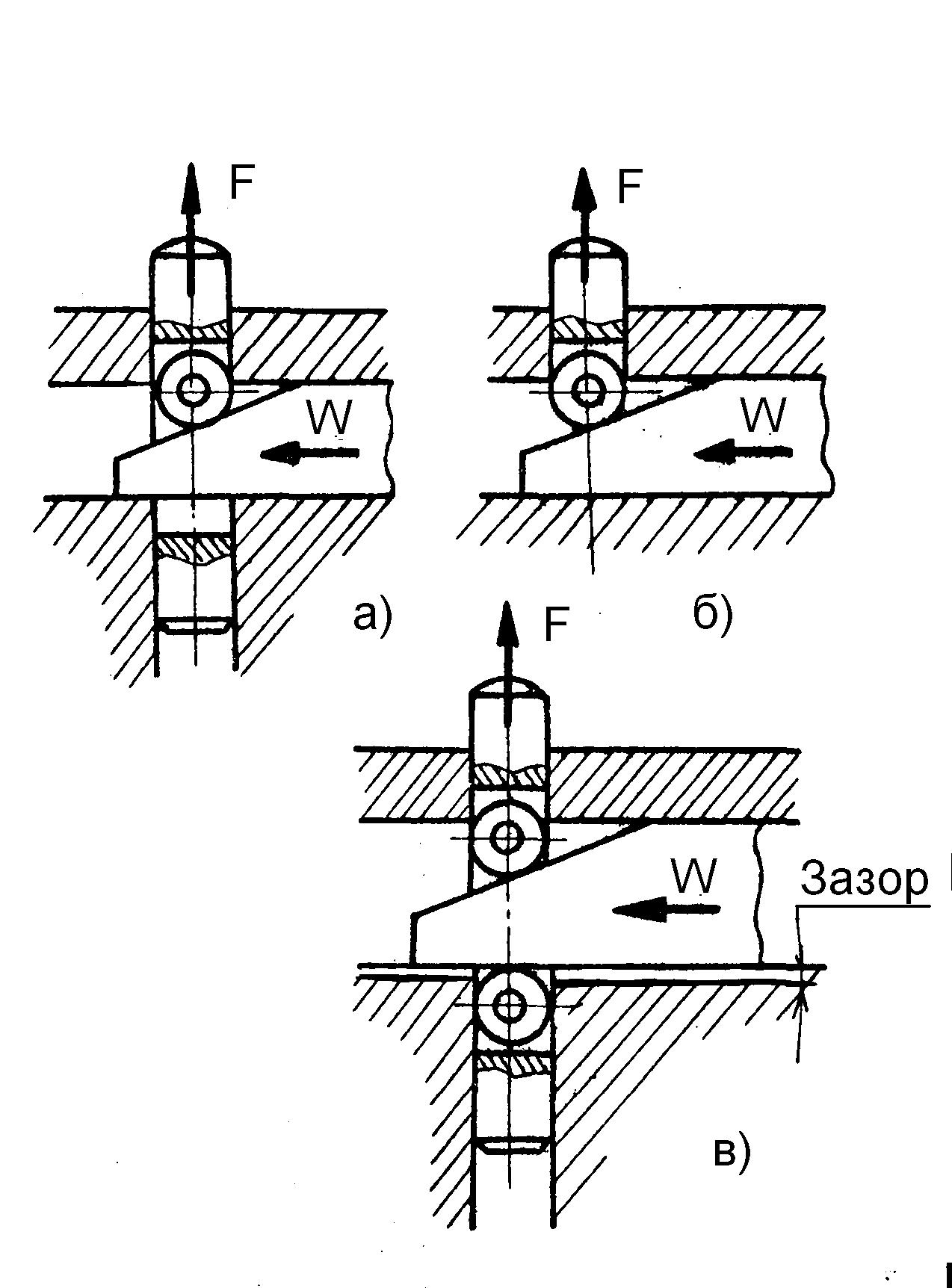
Клиновой механизм с односкосым клином и роликами
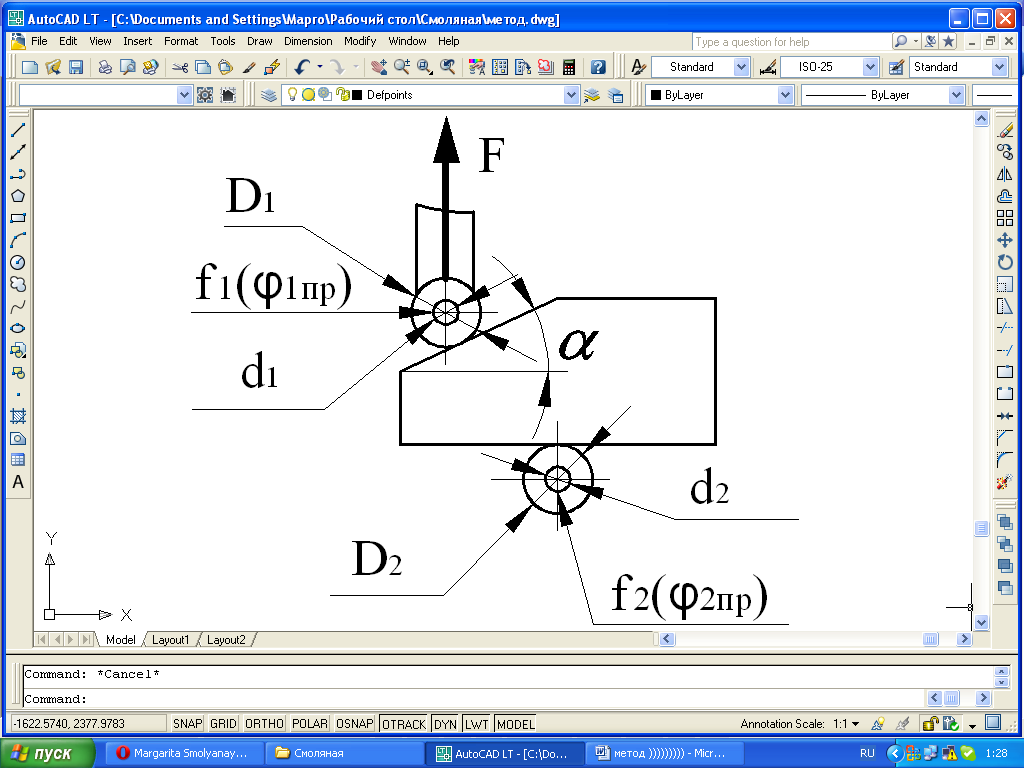
Рис. 6 – Схема клинового механизма с односкосым клином и роликами
![]()
где φ1пр и φ2пр – приведенные углы трения качения.
![]()
![]()
![]() –
коэффициенты
трения скольжения между осью ролика и
роликом. Для стальных оси и ролика
–
коэффициенты
трения скольжения между осью ролика и
роликом. Для стальных оси и ролика
![]() =
0,1.
=
0,1.
Если
![]() =
0,5, то
=
0,5, то
![]()
Для
данных условий самоторможение клина
произойдет, если
![]()
В механизмах с одним роликом на наклонной поверхности клина:
![]()
В
конструкциях с роликами необходимая
сила W
может быть на 30…50% ниже, чем в конструкциях
без роликов. Но вследствие малого угла
самоторможения (![]() )
необходима большая длина хода клина.
Поэтому механизмы с роликами применяются
только как усилители, при этом α
≥
10°.
)
необходима большая длина хода клина.
Поэтому механизмы с роликами применяются
только как усилители, при этом α
≥
10°.
Если
выполнить клин с двумя углами скоса α1
и
α,
то клин будет самотормозящим и будет
малая длина его хода.
![]()
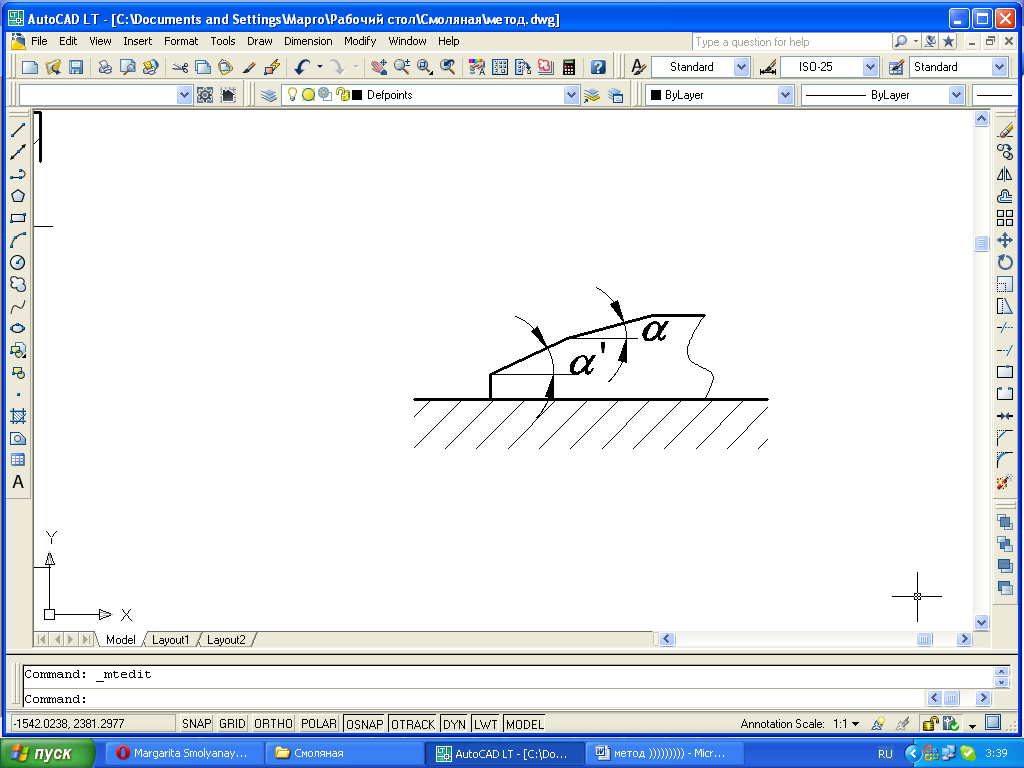
Рис. 7 – Двускосый клин
Многоклиновые самоцентрирующие механизмы
Многоклиновые самоцентрирующие механизмы относятся к центрирующее - зажимным механизмам и будут рассмотрены в последующих темах.
КЛИНОПЛУНЖЕРНЫЕ МЕХАНИЗМЫ
а) одноплунжерные – применяют в качестве усилителей привода;
б) многоплунжерные – применяют в качестве центрирующих механизмов в оправках и патронах.
Одноплунжерные механизмы
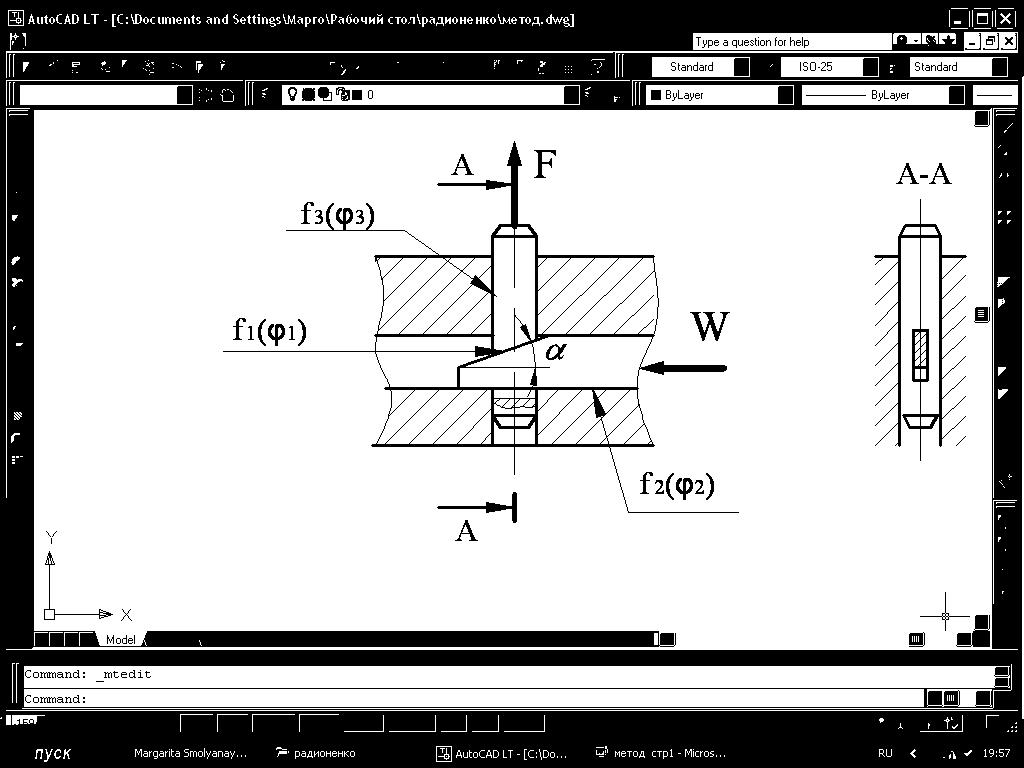
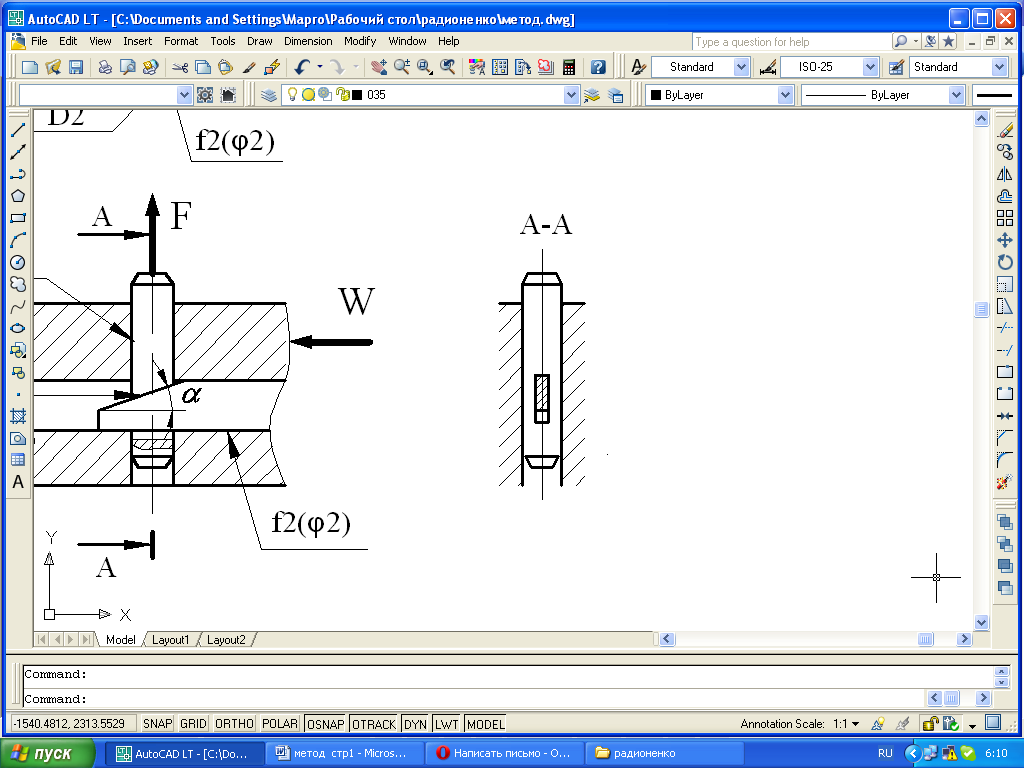
Рис. 8 – Клиноплунжерный механизм с двухопорным плунжером
Для клиноплунжерного механизма с двухопорным плунжером (рис. 8):
![]()
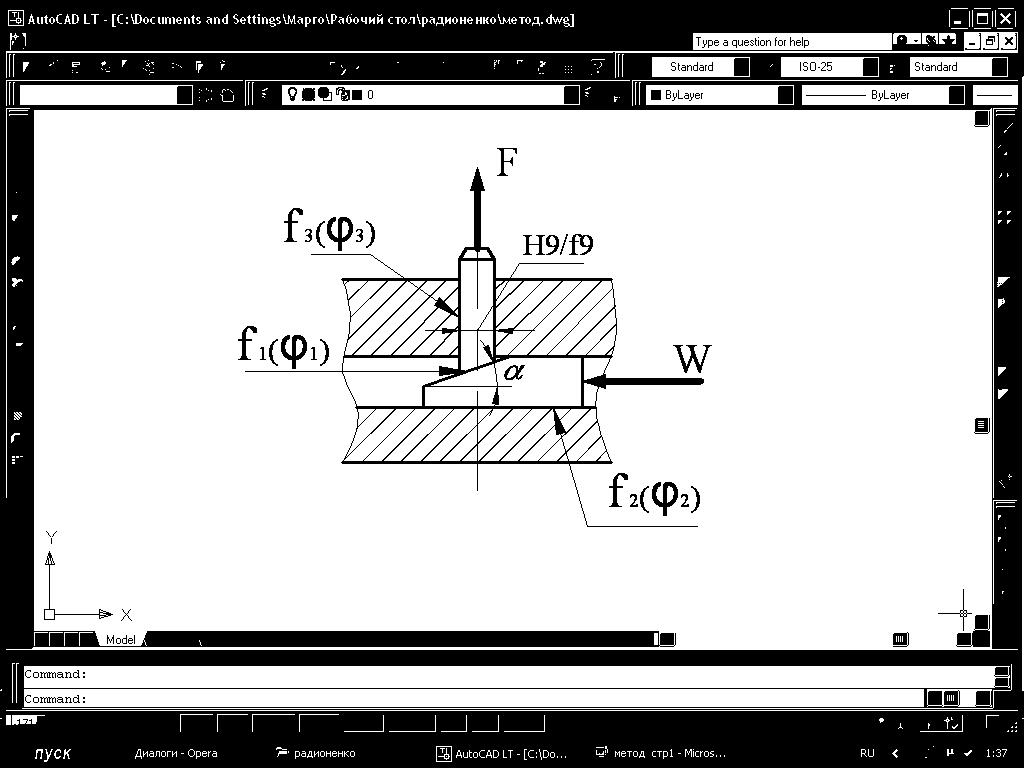
Рис. 9 – Клиноплунжерный механизм с консольным плунжером
Для клиноплунжерного механизма с консольным плунжером (рис. 9):
![]()
![]()
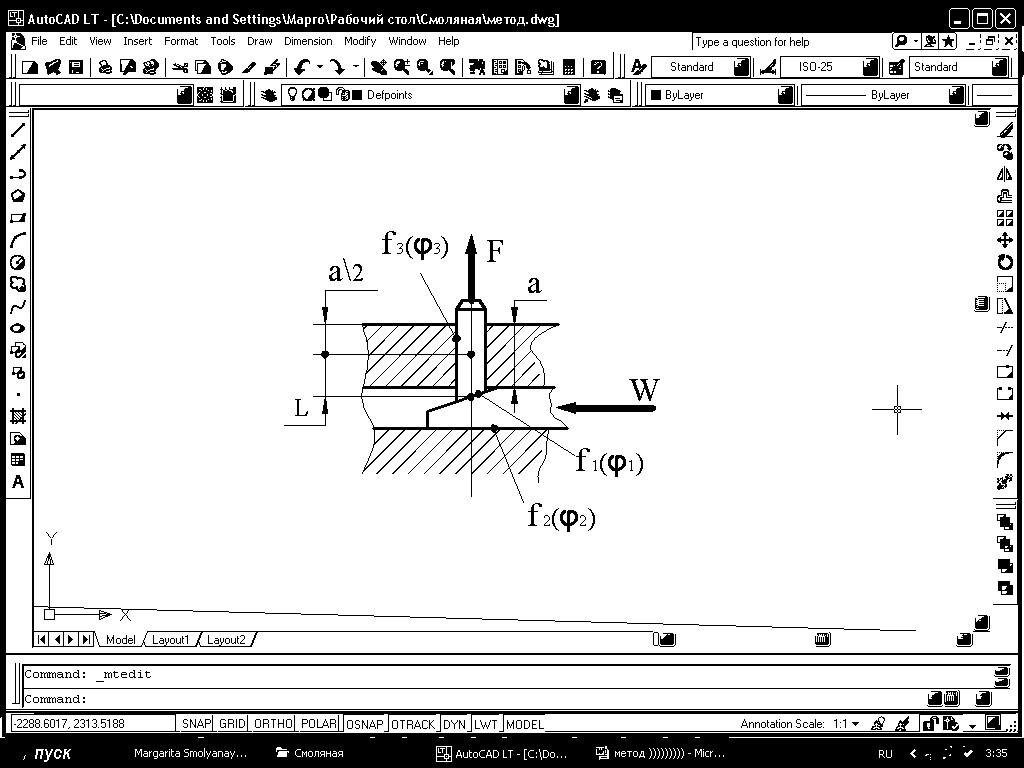
Рис. 11 – Схема к определению tgφ3пр
 б)
б)
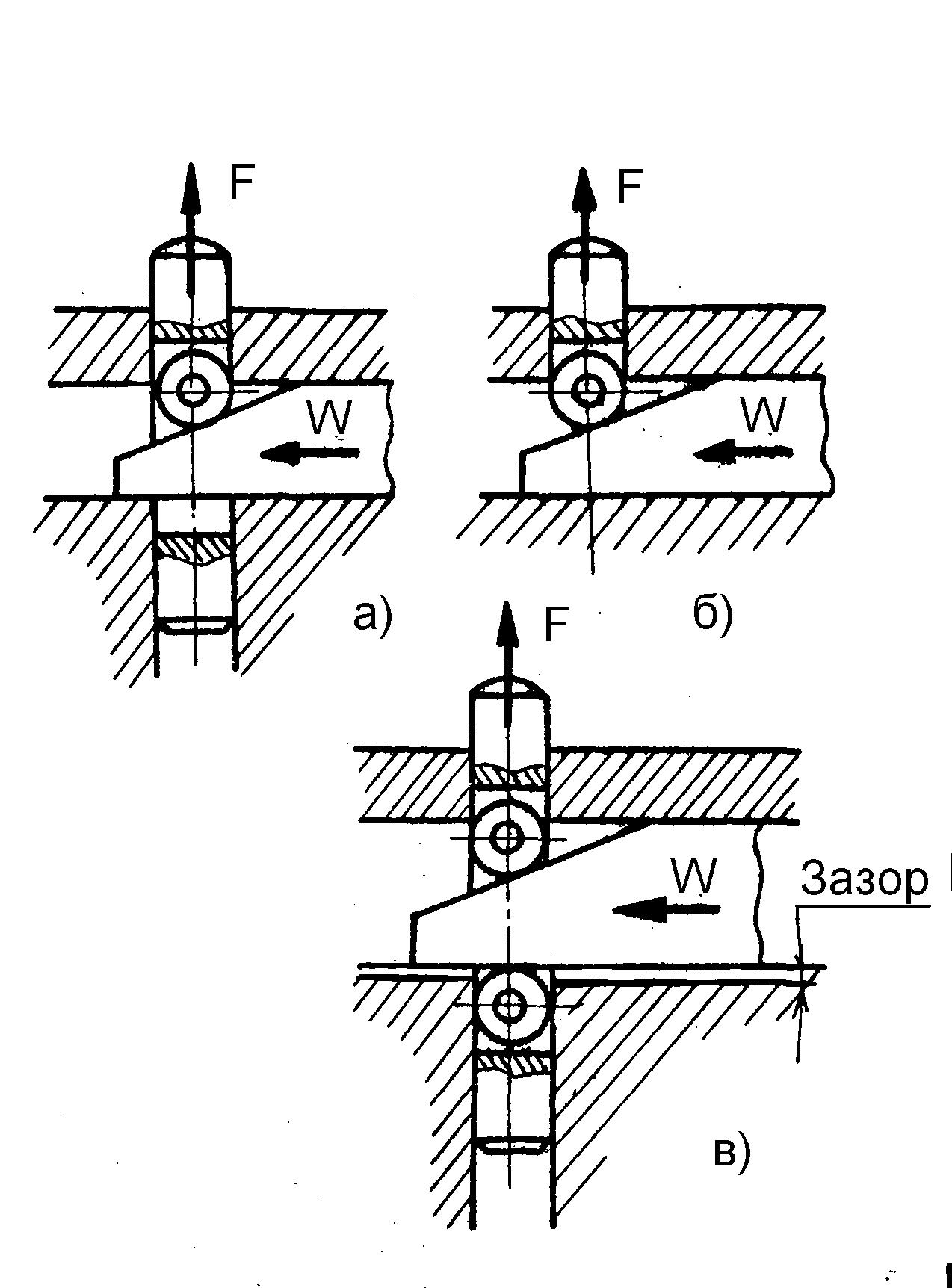
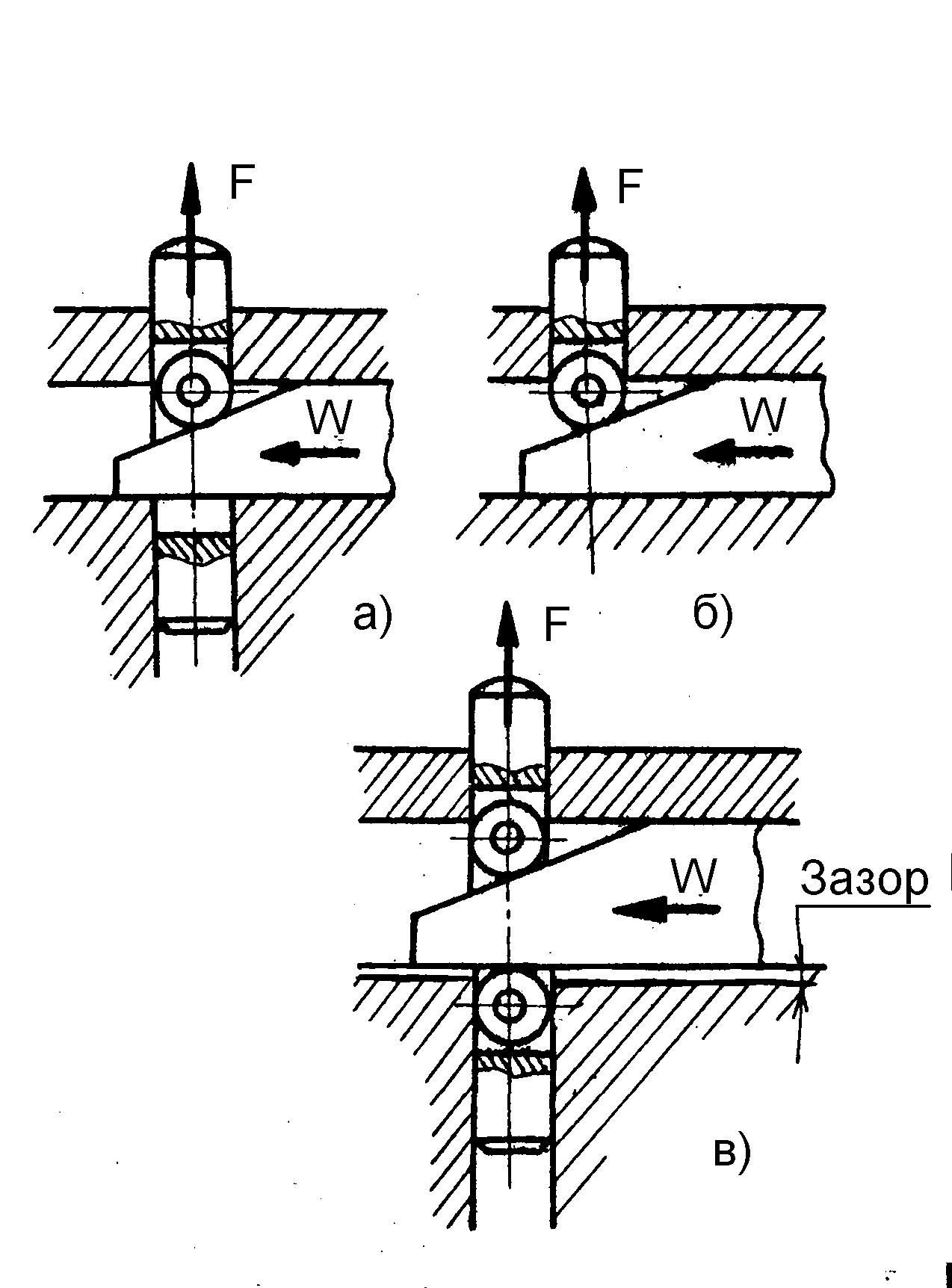
Рис. 12 – Варианты клиноплунжерных механизмов с роликами
Рис.9
а)
![]()
Рис.9
б)
![]()
Рис.9
в)
![]()
Лекция 9
ЭКСЦЕНТРИКОВЫЕ ЗАЖИМНЫЕ МЕХАНИЗМЫ
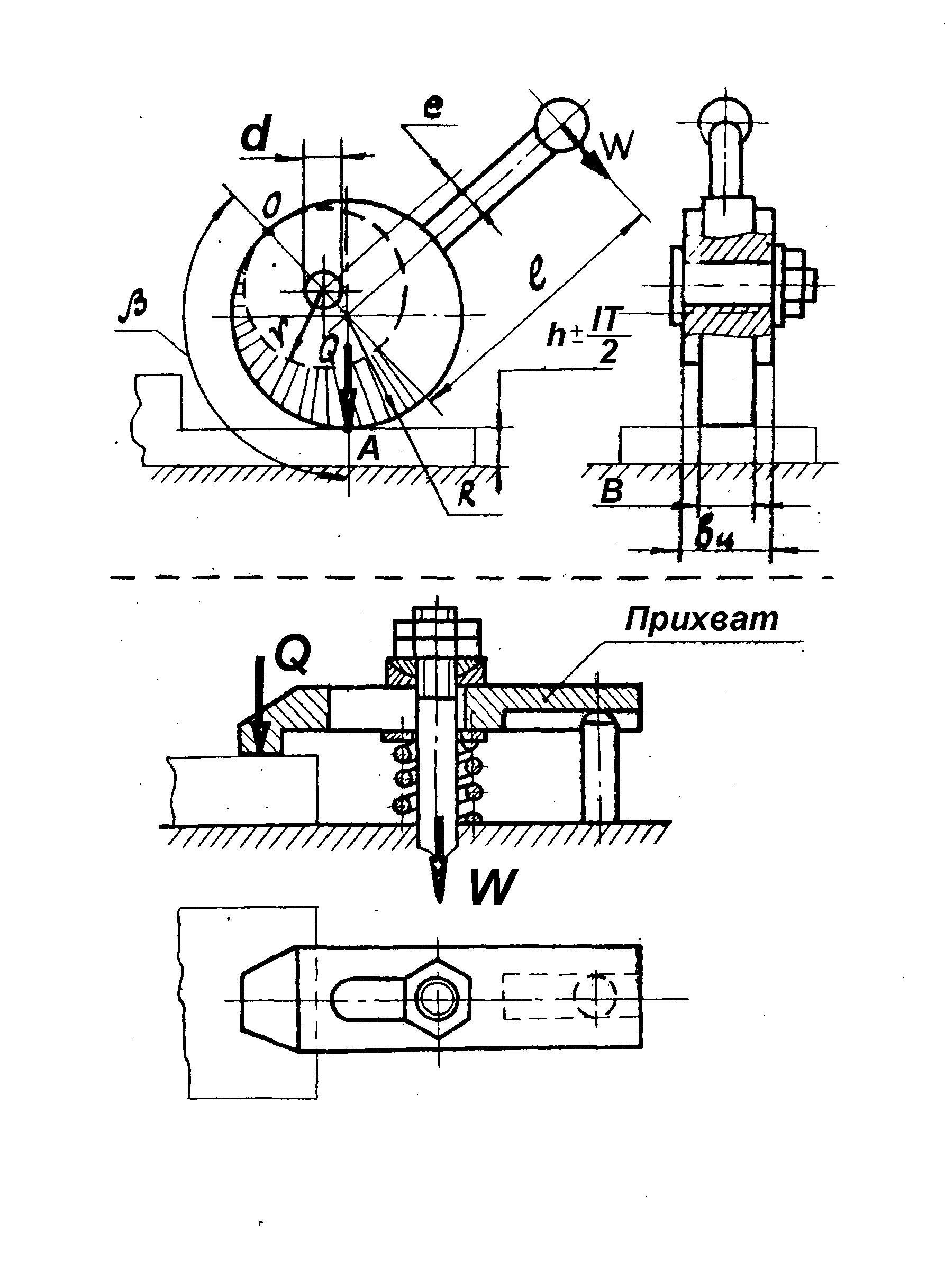
Рис. 1– Эксцентриковый зажимной механизм
На рис. 1: е – эксцентриситет.
Все эксцентрики самотормозящие.
Усиление зажима Q в 10 – 15 раз больше по сравнению с силой W на рукоятке эксцентрика.
Достоинства эксцентриковых зажимов – высокое быстродействие и простота конструкции.
Недостатки эксцентриковых зажимов – малая величина рабочего хода, что не позволяет применять их для заготовок с большим допуском на высоту заготовки IT ;
– опасность самооткрепления при ударных нагрузках и вибрациях;
– утомляемость рабочего, т.к. сила открепления больше силы зажима.
Изготавливают эксцентрики из стали 20Х, с цементацией на глубину h=0,8…1,2мм, HRC 55-60.
В приспособлениях применяют эксцентрики круговые и криволинейные.
Круговые эксцентрики: Рабочая поверхность – окружность радиусом R.
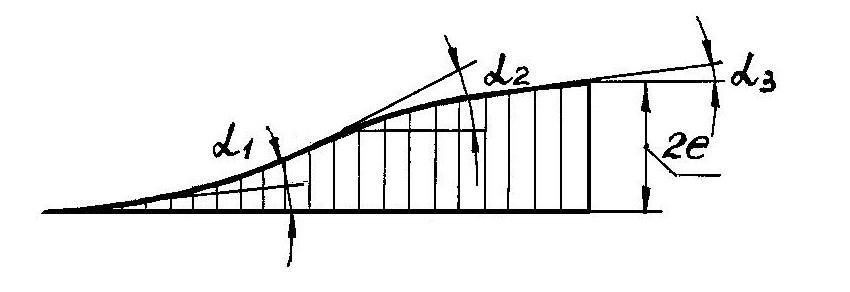
Рис. 2 – Развертка кругового эксцентрика
Недостаток круговых эксцентриков – непостоянство усилия зажима Q, т.к. изменяется угол поворота эксцентрика вследствие колебаний размера h и меняется угол α (см. рис. 2).
Криволинейные эксцентрики: Рабочая поверхность – спираль. Развертка криволинейного эксцентрика – прямолинейный треугольник.
α = const.
Достоинство: постоянство зажимного усилия Q.
Недостаток: более трудоемки в изготовлении.