

Лекція 5 Вакуумне конденсаційне напилювання покриттів іонним розпиленням
5.1. Суть процесу
У
даному методі матеріал бомбардують
прискоренним потоком позитивно заряджених
іонів. Найчастіше для цілей використовують
тліючий розряд при невисокому тиску в
камері (![]() ).
При цьому на розпилюваний матеріал
подають від`ємний потенціал, який
відіграє роль катода.
).
При цьому на розпилюваний матеріал
подають від`ємний потенціал, який
відіграє роль катода.
Для утворення позитивних іонів використовують аргон або інші гази, які подають в камеру через спеціальний натікач . Якщо в камеру подають активний газ (азот, оксид вуглецю та ін.), то це процес реакційного напилювання покриттів.
Розпилення катода відбувається завдяки вибиванню частинок (атомів, молекул) у результаті прямої передачі імпульсу позитивного іона поверхні, що розпилюється.
Під час удару по поверхні іон передає частину своєї енергії кристалічній гратці. Атоми гратки покидають рівноважне положення і переходять в між вузловий простір.
Він може покинути цю поверхню, якщо його енергія перевищить деяке граничне значення, що для більшості матеріалів знаходиться в межах 1 – 100 еВ. Спостерігається вихід атомів поверхні на глибину 8 мкм (20 атомних шарів). Продуктами виходу є нейтральні атоми (молекули). Частка заряджених частинок становить більше ніж 1 %.
Ефективність
іонного розпилення
 характеризується числом атомів, що
розпилились
характеризується числом атомів, що
розпилились
![]() ,
до числа іонів, що їх розпилювали
,
до числа іонів, що їх розпилювали
![]() .
.
 (5.1)
(5.1)
де
![]() – коефіцієнт розпилення, який вказує
на число атомів, вибитих з поверхні
катода одним іоном.
– коефіцієнт розпилення, який вказує
на число атомів, вибитих з поверхні
катода одним іоном.
Величину
можна виразити через втрату маси
матеріалу, що розпилюється,
![]() ,
іонний струм
,
іонний струм
![]() і час
і час
![]() .
.
 ,
(5.2)
,
(5.2)
де k - коефіцієнт, що залежить від вибору одиниць; А – масове число.
На
практиці розраховують швидкість
розпилення матеріалу
![]() за формулою
за формулою
![]() (5.3)
(5.3)
5.2 Діодна схема іонного розпилення
Ця схема представлена на рис. 5.1 Тут матеріал, що розпиляють у вигляді пластин товщиною в декілька міліметрів, закріпляють на водо охолоджуючому катоді, до якого підводять від’ємний потенціал від джерела живлення. Другий електрод (анод) розміщують на відстані декількох сантиметрів від катода. У ряді випадків анод служить опорою для установки деталі. На анод подається позитивний потенціал. Разом з камерою анод знаходиться під потенціалом землі.

Рис. 5.1. Діодна схема розпилення матеріалу іонним бомбардуванням катода: 1 – катод; 2 – тліючий розряд; 3 – натікач; 4 – потік частинок; 5 – деталь, на яку напиляють покриття; 6 – покриття; 8 – анод
Умови
існування розряду при діодній схемі
дуже складні. Тому процес ведуть при
підвищеному тиску (1 – 10 Па) і підвищеній
напрузі (5 – 10 кВ). Величина щільності
іонного струму складає 0,1 – 5
![]() .
Швидкість розпилення катода, а отже і
швидкість нанесення покриттів незначна
і становить 0,2 – 2 мм/с. Утворювані
вторинні електрони попадають на деталь
і перегрівають її. Цю схему застосовують
в основному для напилювання тонких
плівок.
.
Швидкість розпилення катода, а отже і
швидкість нанесення покриттів незначна
і становить 0,2 – 2 мм/с. Утворювані
вторинні електрони попадають на деталь
і перегрівають її. Цю схему застосовують
в основному для напилювання тонких
плівок.
5.3 Тріодна схема іонного розпилення
Схема цього методу представлена на рис. 5.2. У цій схемі вводиться гарячий катод 7, що є добавочним джерелом електронів .
Для збудження розряду між гарячим катодом і анодом 8 прикладають високу напругу до 1 – 2 кВ. За допомогою котушки 9 електрони змушують рухатися по складній траєкторії, що значно збільшує ефективність іонізації. На більш важкі іони магнітне поле діє слабо, крім того, іони рухаються в основному по напрямку поля.
Допоміжний (гарячий) катод, анод та котушка 9 складають генератор плазми.
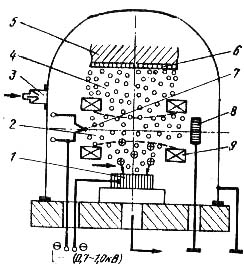
Рис. 5.2. Тріодна схема іонного розпилення катода: 1 – катод; розпилюваний матеріал; 2 – тліючий розряд; 3 – натікач; 4 - потік частинок; 5 – поверхня виробу; 6 – покриття; 7 – гарячий катод; 8 – анод; 9 – магнітна котушка
Напруга, що подається на холодний катод 1, мало впливає на розряд між гарячим катодом та анодом, які утворюють плазму.
На матеріал який розпилюється подається напруга 0,7 – 1 кВ , що приводить до значного прискорення іонів із області гарячого катода в напрямку холодного катода. Це запобігає руху електронів в бік матеріалу який розпилюється і знижує можливість його перегріву .
Продуктивність тріодної схеми вища від діодної в декілька разів.
Магнетронне іонне розпилення катода
Дальше підвищення іонного потоку, а отже, і швидкості розпилення забезпечує магнетронна схема, яка представлена на рис 5.3.
Особливість її в тому, що під катодом 1 розташовуються постійні магніти 10. Силові лінії, що замикаються між полюсами 11 і 5, утворюють неоднорідне магнітне поле. Над катодом знаходиться кільцеподібний анод 8.
При подачі постійної напруги в 300 – 1000 В між катодом та анодом виникає електричне поле, яке збуджує тліючий розряд. Силові лінії напруженості Е перетинають розряд з силовими лініями магнітного поля с індукцією В. Під дією перехрещених полів електрони рухаються по циклоїдальній траєкторії.

Рис. 5.3. Схема магнетронного іонного розпилювання катода: 1 – розпилюваний матеріал (катод); 2 – тліючий розряд; 3 – натікач; 4 – потік напилюваних частинок; 5 – поверхня, на яку напиляють; 6 – покриття; 8 – кільцеподібний анод; 10 – постійні магніти; 11 – охолодження.
Це
значно підвищує ступінь іонізації, тому
зростає інтенсивність бомбардування
катода іонами. Зона інтенсивного
розпилення поверхні має вигляд замкнутої
доріжки, розмір і форма якої визначається
геометрією магнітної системи. У
кільцеподібній зоні ступінь іонізації
досягає 100 %. Це дозволяє одержати
щільність іонного струму 10 – 20
![]() отже, високу швидкість розпилення.
Водяне охолодження катода захищає його
від перегріву і оплавлення .
отже, високу швидкість розпилення.
Водяне охолодження катода захищає його
від перегріву і оплавлення .
Параметри
процесу: потужності установок 2 – 50 кВт,
тиск в камері
![]() ,
дистанція напилювання 40 – 150 мм. При
менших відстанях іонний струм падає і
швидкість розпилення зменшується.
,
дистанція напилювання 40 – 150 мм. При
менших відстанях іонний струм падає і
швидкість розпилення зменшується.
Позитивною характеристикою катодного розпилення є можливість одержувати покриття з різних матеріалів без зміни їх складу, високий коефіцієнт використання матеріалу, (майже 100 %), висока швидкість напилювання (біля 1 мкм/хв). Недоліками методу є малий енергетичний ККД (біля 1%).