

Лекція 20 Детонаційне нанесення покриттів
20.1. Основі характерні параметри процесу
При детонаційному-газовому напилюванні покриттів використовують специфічне джерело нагріву, розпилення і прискорення напилених частинок. Джерело являє собою високошвидкісний потік газової суміші, що утворюється внаслідок спрямованого вибуху, зумовленого детонацією. Для цього задану кількість газової суміші, здатної детонувати, подають в камеру запалювання і ствол установки.
Під детонацією розуміють процес хімічного перетворення вибухової речовини при поширенні по ньому детонаційної хвилі з максимально можливою швидкістю, що перевищує швидкість звуку в цьому середовищі. Швидкість детонації в сталому режимі визначається за формулою
![]() ,
(20.1)
,
(20.1)
де
![]() — показник
адіабати;
m
— молекулярна маса, кг;
— показник
адіабати;
m
— молекулярна маса, кг;
![]() — температура вибуху, °K.
— температура вибуху, °K.
Хімічне
перетворення забезпечує нагрів газової
суміші. При
цьому різко збільшується обсяг
продуктів реакції (в 100 разів і більше)
і розвивається тиск
до
![]() Па.
Час протікання детонації складає
порядку
Па.
Час протікання детонації складає
порядку
![]() .
.
Як
детонаційна хвиля, так і продукти її
розпаду мають високу швидкість поширення
(1000 — 3000 м/с)
і досить високу температуру
![]() .
Теплова потужність детонаційних газових
струменів складає
.
Теплова потужність детонаційних газових
струменів складає
![]() .
З
них найбільш висока для ацетилен-кисневих
сумішей. Склад продуктів розпаду
продетонованої
суміші визначається в основному складом
початкової
газової суміші.
.
З
них найбільш висока для ацетилен-кисневих
сумішей. Склад продуктів розпаду
продетонованої
суміші визначається в основному складом
початкової
газової суміші.
Протікання детонаційного вибуху і теплофізичні параметри продуктів реакції легко регулюються введенням до складу горючої суміші різних технологічних добавок. Найчастіше використовують азот, аргон та ін. У табл. 20.1 наведені дані, що показують вплив азоту на характеристики еквімолярної ацетиленокисневої суміші. Технологічні газові добавки виконують і інші функції. Зокрема, замикають канали робочих газів від дії вибуху, очищують камеру згоряння і ствол (стовбур) від продуктів детонації.
Tаблиця 20.1
Вплив добавок азоту в кількості на характеристики еквімолярної
![]() суміші
суміші
![]()
Характеристики
|
Додано азоту (N2) в кількості
j=0 j=3 j=4 |
Тиск вибуху, МПa Температура вибуху, K Швидкість звуку, м/c Швидкість продуктів детонації, м/c Швидкість детонаційної хвилі, м/c (теорет) Швидкість детонаційної хвилі, м/c (факт)
|
5 2,3 2,2 4287 3027 2837 1585 1290 1150 1375 880 870 2960 2170 2020 2920 ——- 2015
|
Швидкість продуктів детонації визначає і швидкість частинок. Звичайно це високі швидкості, величина яких становить 800-1300 м/с.
Час
нагріву (в основному конвективного)
порошкових
частинок при
перенесенні
надто малий. Його оцінюють тисячними і
менше частками секунди. Звичайно
тривалість динамічного і теплового
впливу на частинку близько
![]() .
Якщо
ентальпію
напилених
частинок віднести до підведеної енергії
(як це приймають для інших методів
газотермічного
напилювання),
то енергетичний ККД
процесу
.
Якщо
ентальпію
напилених
частинок віднести до підведеної енергії
(як це приймають для інших методів
газотермічного
напилювання),
то енергетичний ККД
процесу
![]() буде малий. Однак в момент удару частинка
додатково розігрівається і її температура
та ентальпія істотно зростають. Швидкості
частинок при
цьому виявляються досить високими, щоб
істотно підвищувати їхню температуру
в момент зіткнення.
Наведемо
розрахункові значення швидкості холодних
частинок деяких матеріалів, при
яких відбувається
їхне розплавлення (з врахуванням, що
кінетична енергія при переході в теплову
розподілиться нарівно між часткою і
поверхнею напилення):
буде малий. Однак в момент удару частинка
додатково розігрівається і її температура
та ентальпія істотно зростають. Швидкості
частинок при
цьому виявляються досить високими, щоб
істотно підвищувати їхню температуру
в момент зіткнення.
Наведемо
розрахункові значення швидкості холодних
частинок деяких матеріалів, при
яких відбувається
їхне розплавлення (з врахуванням, що
кінетична енергія при переході в теплову
розподілиться нарівно між часткою і
поверхнею напилення):
Матеріал частинки Al Ti Fe Ni Cu Мо TiC Аl203
Швидкість частинки, м/с 1,51 1,83 1,65 1,60 0,71 1,60 1,99 1,90
При розрахунку потрібно враховувати температуру частинок в момент їхнього контактування з поверхнею напилювання. З врахуванням цього ефективний ККД нагріву порошкових частинок становить 0,1 — 0,15. При використанні продуктів розпаду, що містять вуглець, який має відновлювальний потенціал щодо розпилюваного матеріалу, можливе виділення з горючої газової суміші вільного вуглецю.
20.3. Технологічні особливості способів детонаційно-газового напилення
Узагальнена
схема процесу наведена
на рис. 20.1. У камеру запалювання
1 подається
задана кількість робочої суміші газів,
наприклад
![]() .
За допомогою малопотужного електричного
розряду 2 здійснюють
підпалювання суміші. Виникаючі при
цьому теплові хвилі породжують ударну
3,
а потім і детонаційну хвилю 4.
У
каналі ствола
5 детонаційна
хвиля розпадається з утворенням пальної
суміші 6.
Одночасово з
вибуховою
сумішшю вводять напилюваний
порошок. На виході зі
стовбура
утвориться дульне полум'я 7
і
потік напилених
часток 8.
.
За допомогою малопотужного електричного
розряду 2 здійснюють
підпалювання суміші. Виникаючі при
цьому теплові хвилі породжують ударну
3,
а потім і детонаційну хвилю 4.
У
каналі ствола
5 детонаційна
хвиля розпадається з утворенням пальної
суміші 6.
Одночасово з
вибуховою
сумішшю вводять напилюваний
порошок. На виході зі
стовбура
утвориться дульне полум'я 7
і
потік напилених
часток 8.
Детонаційно-газове
напилювання
належить
до циклічних процесів. Виділяються три
складові
циклу
![]() :
:
1.
Час, необхідний для заповнення камери
і ствола
газовою сумішшю і порошком
![]() .
.
2.
Час,
витрачений на утворення вибуху і викиду
продуктів детонації і порошку
![]() .
.
3.
Час продування камери і ствола
![]() .
При
цьому
.
При
цьому
![]() .
.
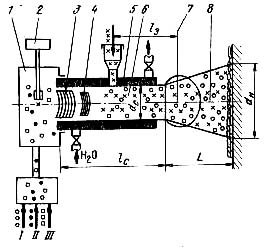
Рис. 20.1. Схема детонаційно-газового напилення покриттів:
I — горючий газ; II — окислювальний газ; III — технологічний газ;
![]() — діаметр
та довжина стовбура
відповідно
— діаметр
та довжина стовбура
відповідно
Звичайно
![]() становить 0,2 — 0,5 с. Мінімальне значення
визначає швидкострільність
установки,
а отже, і продуктивність. Протягом одного
циклу на поверхню напилення
переноситься 30 — 40 мг
матеріалу, що розпилюється.
становить 0,2 — 0,5 с. Мінімальне значення
визначає швидкострільність
установки,
а отже, і продуктивність. Протягом одного
циклу на поверхню напилення
переноситься 30 — 40 мг
матеріалу, що розпилюється.
При
одному
циклі утвориться одинична пляма діаметром
20 — 30 мм,
товщиною 10-30 мкм.
При
обмеженій швидкострільності
зростання
товщини покриття в нерухомій плямі
становить 20 — 50 мкм/с;
час формування одиничної плями складає
![]() .
Звідси
випливають потенційні можливості
швидкості зростання
товщини покриття до
.
Звідси
випливають потенційні можливості
швидкості зростання
товщини покриття до
![]() .
.
Особливості
формування покриттів при
детонаційно-газовому напиленні
пов'язані з ударною деформацією частинок.
Звичайно її оцінюють значеннями
![]() .
Величина імпульсного тиску,
виникаюча в зоні співудару,
визначається фізичними властивостями
матеріалу частинок і їхньою швидкістю.
.
Величина імпульсного тиску,
виникаюча в зоні співудару,
визначається фізичними властивостями
матеріалу частинок і їхньою швидкістю.
Детонаційно-газове напилення здійснюється в основному порошковим способом. Порошок подають як в осьовому, так і в радіальному напрямах. Для отримання якісних покриттів необхідний рівномірний розподіл порошкових часток по перетину ствола. Незважаючи на короткочасність перебування часток в потоці, гравітація впливає істотним чином на рівномірність розподілу. У нижній частині каналу ствола спостерігається більша кількість порошку, особливо великих і важких фракцій. Цей недолік значною мірою усувається при вертикальному розташуванні ствола установки.
Процес детонаційно-газового напилення механізований і автоматизований, здійснюється в спеціальному звукоізольованому боксі. Управління процесом дистанційне з пульта, винесеного за межі боксу.
На практиці широко застосовуються різновиди методу детонаційно-газового напилення. Класифікація здійснюється за рядом ознак.
Тип
детонуючої суміші. Використовують
детонуючі гази
![]() та ін., а також продукти пиролізу
бензину, гасу та ін.
та ін., а також продукти пиролізу
бензину, гасу та ін.
Конструктивні особливості газового температурного тракту. Застосовують процес з попереднім форкамерним запалюванням і запалюванням безпосередньо в стволі установки. Використовують напрямні канали стволів з постійним і змінним перетинами: прямолінійні, у вигляді змійовика і т. д.
Кількість детонаційних камер-стволів. Розрізнюють одностовбурні і багатостовбурні. Останні забезпечують підвищення продуктивності процесу.
Конструктивні
параметри розпилювача.
Найбільший
вплив на ефективність процесу надає
діаметр ствола
![]() ,
його довжина і форма. Звичайно калібр
ствола
вибирають в межах 8-40 мм.
Зі зменшенням
,
його довжина і форма. Звичайно калібр
ствола
вибирають в межах 8-40 мм.
Зі зменшенням
![]() утрудняється детонаційний вибух,
зростають теплові втрати. Часто
застосовують установки з
утрудняється детонаційний вибух,
зростають теплові втрати. Часто
застосовують установки з
![]() мм.
Довжину ствола
вибирають в межах 1200 — 2000 мм.
Максимальні значення
мм.
Довжину ствола
вибирають в межах 1200 — 2000 мм.
Максимальні значення
![]() — з
умов отримання найбільш високих
швидкостей напилюваних
частинок і формування потоку заданої
конфігурації.
— з
умов отримання найбільш високих
швидкостей напилюваних
частинок і формування потоку заданої
конфігурації.
Потрібно
також зазначити, що при
зменшенні
і
знижується порція детонуючої газової
суміші, що вводиться, і відповідно,
енергія вибуху та ентальпія продуктів
розпаду. Великий вплив на ефективність
процесу має
форма детонаційного каналу, чистота
його поверхні, відношення
![]() ,
застосування
стволів
змінного перетину, наявність форкамери
та ін. До конструктивних параметрів
потрібно віднести також швидкострільність
детонаційного розпилювача.
Зі збільшенням швидкострільності
збільшується продуктивність процесу
і знижується вплив гравітаційних сил
при
введенні
порошку в детонаційну суміш. Для усунення
гравітації при
,
застосування
стволів
змінного перетину, наявність форкамери
та ін. До конструктивних параметрів
потрібно віднести також швидкострільність
детонаційного розпилювача.
Зі збільшенням швидкострільності
збільшується продуктивність процесу
і знижується вплив гравітаційних сил
при
введенні
порошку в детонаційну суміш. Для усунення
гравітації при
![]() мм необхідна
швидкострільність
понад 14 циклів в секунду.
мм необхідна
швидкострільність
понад 14 циклів в секунду.
Стабільність процесу визначається точністю дозування вибухової суміші і залежить від конструкції дозувальних систем. Для стабілізації процесу перспективний перехід до систем з безперервним сумішоутворенням.
Найбільш значними параметрами є рід і витрата газів, що входять у детонуючу суміш, співвідношення між пальним газом і киснем.