

Лекція 13 Установки для плазмового напилення
Функціональні- та блок-схеми установок
Із розглянутого раніше можна дійти до висновку, що основними елементами всіх плазмових установок є такі: плазмотрон (плазмовий розпилювач), джерело живлення дуги; система газоживлення; дозатор-живильник і вся система подачі розпилюваного матеріалу, система охолодження і пульт управління. Крім цих основних елементів до кожної установки надають пристрої, які приводять в рух деталь, гасять шуми; систему вентиляції.
Функціональна схема плазмової установки наведена на рис. 13.1, а блок–схема на рис. 13.2.
Джерело живлення
дуги
Осна-щення

ПУ
Система газоживлення
ПР


Механізм подачі
розпилюваного матеріалу

Система охолоджування
Рис. 13.1. Функціональна схема плазмової установки:
ПУ – пульт управління; ПР – плазмовий розпилювач
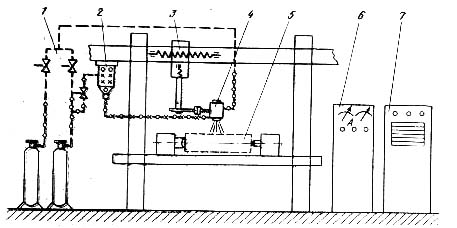
Рис. 13.2. Блок–схема установки для плазмового напилення:
1 – система газопостачання; 2 – механізм подачі напилюваного матеріалу; 3 – механізм пересування плазмотрона (розпилювач); 5 – виріб, на поверхню якого наносять покриття, і система його руху; 6 – пульт управління; 7 – джерело живлення дуги
На практиці застосовують велику кількість різних установок: дослідних, напівпромислових і промислових. Їх можна класифікувати за такими ознаками:
- за способом отримання плазми. Розрізнюють установки з дуговими плазмовими розпилювачами і високочастотними індукційними розпилювачами. Останні відомі тільки у вигляді перших дослідних зразків;
- за способом захисту процесу. Більшість установок випускається для ведення процесу на повітрі. Для напилення з місцевим захистом використовують різні насадки на плазмотрон, місцеві негерметичні камери та інші пристрої. Велике поширення отримують установки для плазмового напилення із загальним захистом процесу в герметичних жорстких камерах. Обладнання з місцевим і загальним захистом комплектуються установками для напилення на повітрі. Їх потрібно віднести до базових;
- за тиском у камері. Розрізнюють установки для напилення в камерах при тиску плазмоутворюючого газу, близькому до атмосферного (Рк < 0,1 МПа); в низькому вакуумі (Рк = 133 Па і вище) і при підвищеному тиску (Рк > 0,1 МПа). Найбільш широко застосовують установки перших двох типів. Особливо перспективні установки для напилення в низькому динамічному вакуумі;
- за регенерацією газу. При плазмовому напиленні процес можна провести з повним скиданням плазмоутворюючого газу в атмосферу і з його регенерацією по замкненому циклу. В останньому випадку установки стають більш складними, але при цьому економиться дорогий дефіцитний газ.
Назви установок та їх деякі характеристики наведені в табл. 13.1.
Таблиця 13.1
Технічні характеристики серійних установок для плазмового напилювання.
Характеристика |
УПУ-ЗД |
УПУ-8М |
УМП-7 |
Київ-7 |
Потужність плазмового озприскувача, кВт |
25 |
40 |
39 |
<100 |
Діапазон робочого напруження, В |
30-100 |
25-100 |
160-180 |
140-260 |
Діапазон робочого струму, А |
100-500 |
100-700 |
170-200 |
100-315 |
Кількість і об'єм дозаторів, дм ³ |
———- |
2х4,5 |
2х5 |
2х5 |
Маса установки |
———- |
2100 |
870 |
1150 |
Максимальна продуктивність (по Al2O3), кг/ч |
4,0 |
5,0 |
5,0 |
10 |
Діаметр дроту, що розпилюється, мм |
0,8-1,2 |
0,8-1,2 |
———- |
———- |
Швидкість подачі дроту, м/c |
0,005-0,37 |
0,005-0,37 |
———- |
———- |
|
|
|
|
|
Закінчення табл. 13.1 |
||||
Витрата плазмоутворюючого газу, м3/ч |
0,9-6,0 |
2-4 |
<5 |
3,9-12 |
Витрата транспортувального газу, м3/c |
0,2-1,0 |
0,5-1,5 |
< 2,0 |
———- |
Маса плазмового розприскувача, кг |
<0,5 |
<1,1 |
<1,9 |
<2,0 |
Пристрої для переміщення деталі або розпилювача при нанесенні покриттів
При напиленні покриттів необхідно взаємне переміщення деталі і розпилювача.
Для напилення порівняно невеликих деталей, які не є тілами обертання, а також простих тіл обертання можна використовувати робочі столи, які обертаються навколо своєї осі. У найпростішому випадку стіл обертається вручну або за допомогою електродвигуна з редуктором, який забезпечує регулювання числа обертів. У більш складних схемах площина стола обертається на визначений кут навколо осі, яка є неперпендикулярною до головної осі обертання. Цей кут може залишатися або постійним у процесі напилення, або змінюватися за визначеною програмою.
При ручній обробці деталей на робочому столі оператор тримає розпилювач у руках. Маса сучасних розпилювачів становить, як правило, не менше ніж 1,5…2 кг, тому розпилювач рекомендується підвішувати за допомогою системи блоків.
Для напилення деталей, які є тілами обертання, широко використовуються токарні верстати (рис 13.3).
Р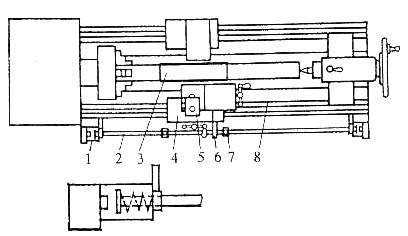 ис.13.3. Маніпулятор
на базі токарного верстата:
ис.13.3. Маніпулятор
на базі токарного верстата:
1 — кінцеві вимикачі (перемикачі); 2 — ведуча штанга; 3 — виріб; 4 — супорт;
5 — розпилювач; 6 — затискне кільце; 7 — упорна колодка; 8 — ходовий валик
При виборі токарного верстата для нанесення покриття слід бути впевненим у тому, що патрон, відстань між віссю центрів і напрямляючими, а також відстань між центрами верстата відповідали розмірам оброблюваних деталей.
Для укладання довгих деталей можна використовувати люнети і роликові опори.
Розпилювач 5 на супорті 4 токарного верстата встановлюється у спеціальному тримачу; який дасть змогу встановлювати потрібну дистанцію напилення (80… 300 мм).
Для первинної автоматизації процесу і забезпечення рівномірності шару покриття на верстаті встановлюються кінцеві вимикачі або перемикачі. При переміщенні штанги 2 вправо або вліво натискується відповідний перемикач 7 і розпилювач 5 починає переміщуватися у зворотний бік. Зміну напрямку руху бажано здійснювати за межами ділянки, на яку наноситься і покриття. Якщо такої можливості нема, то необхідно за допомогою спеціальної релейної схеми забезпечити уповільнення руху перед зміною напрямку переміщення.
Для нанесення покриття на профільний матеріал можна використовувати конвеєрні стрічки.
Дрібні і невідповідальні деталі можна обробляти у барабанах. Барабани, які мають у перерізі форму багатокутника, обертаються навколо похилої осі. При цьому деталі, які знаходяться всередині, безперервно переміщуються. За допомогою одного або декількох розпилювачів, які працюють через отвори у барабані, на деталі наноситься тонкий, відносно рівномірний шар покриття.
Підготовку поверхні деталей можна проводити у тому ж барабані або в окремому барабані аналогічної конструкції.
Внаслідок великої різноманітності форм та розмірів деталі, на які наносяться покриття, обладнання умовно поділяється на 12 груп. Відповідно з цим розроблені структурні схеми автоматизованих комплексів маніпуляторів на базі серійного обладнання.
При нанесенні покриттів на тіла обертання (одно- і багатоступінчасті) діаметром D < 150 мм, довжиною L = 50… 700 мм і масою m < 100 кг рекомендується для переміщення розпилювача зварювальний стіл моделі 1УЕ-4537, який забезпечує поздовжнє переміщення з шляховим програмним управлінням. Для переміщення і обертання деталей доцільно використовувати спеціальні агрегатні головки моделей ГСМ01, 03 і 2МУ4531.
При нанесенні покриттів на багатоступінчасті тіла обертання складної форми діаметром D < 500 мм, довжиною L = 400… З500 мм і масою m < 400 кг для переміщення розпилювача рекомендується застосовувати спеціальний механізм із стандартним копіювальним пристроєм.

Рис 13.4. Верстат для плазмового напилювання колінчастих валів автомобільних компресорів: 1 — регулювальний гвинт; 2 — кулачковий механізм; 3 — захисна пластина;
4 — черв'ячний редуктор; 5 — електродвигун; 6 — ящик для збирання крупних частинок; 7 — уловлювач; 8 — колінчастий вал; 9 — кулачки; 10 — ведучий центр;
11 — плазмовий розпилювач; 12 – дозатор
В конструкції вузла переміщення передбачена нерівномірна швидкість його вздовж шийки колінчастого вала для компенсації нерівномірності розподілу порошкового матеріалу по перерізу двофазного газопорошкового струменя.
Зворотно-поступовий рух розпилювача 11 має максимальну швидкість при проходженні осі сопла розпилювача через середину шийки завдяки кулачковому механізму 2.