

Лекція 3 Підвищення технологічних параметрів процесу нанесення вакуумних покриттів
На технологічні параметри значно впливають конструкція та можливість випаровувача. Основний недолік випаровувачів з резистивним нагріванням полягає в тому, що температура випаровування обмежується 1500 С. Крім того, цей спосіб енергоємний, характеризується низькою питомою потужністю і має низьку продуктивність. Тому в техніці використовують і інші методи випаровування.
Високочастотний індукційний випаровувач
Куски матеріалу поміщають у тигель 2, створюють вакуум і вмикають високочастотний генератор, який передає високочастотні коливання в індуктор. У середині індуктора утворюється перемінне електромагнітне поле (рис. 3.1). Частота може змінюватись від 10 до 500 кГц . Це поле утворює в металі замкнуті електричні струми, які згідно з законом Джоуля-Ленца нагрівають його до розплавлення. Індуктор являє собою мідну трубку, зігнуту у вигляді соленоїда. Трубка охолоджується потоком води, інакше індуктор може розплавитись.
Рис. 3.1. Схема високочастотного індукційного випаровувача: 1 – високочастотний індуктор; 2 – тигель; 3 – рідкий матеріал.
Тиглі виробляють із карбідів і боридів титану та нітриду бору.
Порівняно з резистивним нагрівом цей метод більш ефективний, але більш дорогий із конструктивної точки зору і більш складний.
Електродуговий випаровувач
Для випаровування металів у вакуумі можна використовувати електродуговий розряд прямої полярності. Особливістю цієї схеми є наявність термокатода. Електрони, що виходять з катода фокусуються на анод, яким і є випаровуваний метал, і, гальмуючись в ньому, перетворюють свою кінетичну енергію в теплову. Схема цього методу представлена на рис. 3.2.
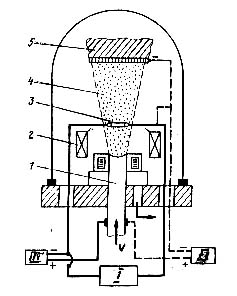
Рис. 3.2 Схема процесу напилювання покриттів дуговим випаровуванням металів в вакуумі:
1 – метал, який випаровується; 2 – система стабілізації та фокусування дуги; 3 – термокатод; 4 – потік напилених частинок; 5 – деталь, на яку наносять покриття; І – джерело нагрівання катода; ІІ – високовольтне джерело живлення; ІІІ – низьковольтне джерело живлення.
Термокатод 3 працює в режимі електронно–променевого процесу. Його нагрівання проводиться від джерела І. Якщо працює схема ІІ, то утворюється високовольтне поле і установка діє як електронно – променева, а якщо вона вимикається, то установка працює в дуговому режимі.
Електронний промінь не тільки розплавляє і випаровує метал, але і іонізує потік пари, утворюючи тим самим умови для наступного збудження дугового розряду. Енергія і кількість частинок, що бомбардують катод, недостатні для емісії вторинних електронів, тому такий розряд називається несамостійним.
Для
полегшення збудження розряду доцільно
використовувати натікання в камеру
робочого газу, наприклад аргону. У міру
інтенсифікації процесу натікання газу
зменшується і в подальшому розряд горить
тільки в парі металу при тиску
![]() Па.
При
цьому параметри розряду такі: сила
струму до 150 А і більше,
напруга
становить 30 – 70 В.
Па.
При
цьому параметри розряду такі: сила
струму до 150 А і більше,
напруга
становить 30 – 70 В.
Цей метод забезпечує високу продуктивність напилення, яка не поступається чисто електронно-променевому нагріву. Ступінь іонізації потоку може досягти 100 %. Завдяки цьому появляється можливість керувати енергією частинок шляхом їхнього прискорення. Для цих цілей передбачений високовольтний випрямляч ІІ, від’ємний потенціал якого подається на деталь. Змінюючи напругу на джерелі ІІ, проводять активацію і очистку поверхні.
Найбільш важливим параметром, який визначає ефективність процесу, є потужність дуги. В установках, що працюють за схемою випаровування з анодною формою дуги, потужність досягає 10 кВт і вище. Практично повністю іонізований потік пари дозволяє формувати покриття з високою адгезійною і когезійною міцністю без додаткового нагріву виробу.