

Устройство и работа отсекателей на трубосварочных базах.
Р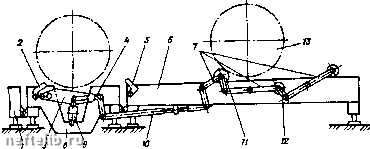 ис.
8.6. Схема отсекателя (манипулятора)
установки ПАУ-1001В: 1 - покать скатывания;
2,3,4- рычаги; 5 - мостик отсекателя; 6 -
покать накопителя; 7 - рычаги; 8 - корпус;
9 - домкрат; 10 - тяга; 11 - ограничитель;12 -
ролик; 13 - труба
ис.
8.6. Схема отсекателя (манипулятора)
установки ПАУ-1001В: 1 - покать скатывания;
2,3,4- рычаги; 5 - мостик отсекателя; 6 -
покать накопителя; 7 - рычаги; 8 - корпус;
9 - домкрат; 10 - тяга; 11 - ограничитель;12 -
ролик; 13 - труба
Вращатели ВТ-61 и ВТ-121 (рис. 8.7) применяют для вращения секций при сварке на полевых автосварочных установках ПАУ-601 и ПАУ-602.
БИЛЕТ 6
Источники питания для дуговой сварки в среде углекислого газа
При сварке электрическая дуга горит в среде защитного газа (аргона, гелия, углекислого газа), подаваемого из сопла. Газ струей обтекает электрод, защищая сварочную ванну от вредного влияния воздуха. Аргон применяют при сварке неплавящимся электродом с присадочной проволокой, для сварки корневого слоя шва неповоротных стыков труб из углеродистой и низколегированной стали при строительстве компрессорных (КС) и насосных станций (НС). При автоматической сварке магистральных трубопроводов используют один углекислый газ и в смеси с аргоном.
Сварка в среде углекислого газа обладает той особенностью, что ее процесс сопровождается меньшим перегревом расплавленного металла вследствие интенсивного теплоотвода и лучеиспускания. Быстрый теплоотвод от металла шва и его высокая вязкость позволяют использовать этот вид сварки для выполнения швов в разных пространственных положениях с использованием полуавтоматов и автоматов.
Углекислый газ, обеспечивающий защиту сварочной ванны от воздействия воздуха, является вместе с тем окислительной средой, диссоциирующей в зоне высоких температур по следующей реакции: СО₂- СО + 1 /20г — Q. Расход энергии на диссоциацию газа Q составляет 20—25% от общих затрат энергии в дуге. При высоких температурах, развивающихся в столбе дуги, углекислый газ полностью диссоциирует.
В зонах с более низкой температурой идет процесс рекомбинации молекул СО и О₂ , сопровождающийся выделением тепла. В результате особенностей физико-химических процессов, протекающих при сварке в углекислом газе, достигается меньшая сосредоточенность теплового потока по сравнению с дугой, горящей в аргоне. Газовая защита дуги, горящей в СО₂, имеет более окислительный характер (33% О₂), чем на воздухе (21% О₂). Поэтому, несмотря на надежную защиту сварочной зоны от азота воздуха, возникает необходимость предотвращения окисления сварочной ванны и выгорания углерода, кремния, марганца и других легирующих элементов, которые наблюдаются при сварке проволокой типа Св-08.
При сварке стыков труб из углеродистых и низколегированных сталей, применяемых при сооружении магистральных трубопроводов, а также КС и НС, содержание углерода в проволоке не должно превышать 0,1% , а суммарное содержание окислителей должно быть не менее 2%.
При сварке в среде углекислого газа на открытых площадках надежная защита обеспечивается только при скорости ветра не выше четырех баллов Бофорта. Для обеспечения гарантированного проплавления стенок труб при полуавтоматической сварке корневого слоя шва и получения обратного валика требуемых размеров во всех пространственных положениях в трассовых условиях применяют американское оборудование по методу STT, в котором автоматизирован процесс переноса металла в зону сварки в импульсном режиме.
Сварку в среде углекислого газа применяют для выполнения первого (корневого) слоя шва стыков магистральных трубопроводов на полустационарных трубосварочных базах, заготовительных цехах, а также для всех слоев шва трубопроводов малого диаметра с большой толщиной стенки.
Сварочные установки полустационарных трубосварочных баз имеют источник электрического тока, стационарный пункт электрогазового питания, которые укомплектованы полуавтоматами А-547Р или аналогичными им А-547, ПДГ-315К, ПДГ-401, ПДГО-5ЮТ или любыми другими портативными полуавтоматами, включая ранцевые.
В качестве источника тока применяют сварочные агрегаты с двигателями внутреннего сгорания, выпрямители в сочетании с передвижными дизельными электростанциями. Такие электростанции могут питать током соответственно один — два стационарных сварочных поста.
Трубы собирают в секции с помощью внутренних центраторов для выполнения корневого слоя шва на механизированных трубосварочных линиях типа СТТ. Сборку секций труб для полуавтоматической сварки в среде углекислого газа выполняют с зазором 2—3,5 мм.
Диаметр сварочной проволоки dn выбирают в зависимости от толщины s стенки стыков свариваемых труб: при s = 1 + 5 мм dn = 0,8 + 1 мм; при s более 5 мм dn = 1-5-2 мм.
Температуру предварительного подогрева свариваемых кромок определяют в зависимости от эквивалента углерода трубной стали и толщины стенки трубы, приравнивая углекислый газ и электродную проволоку, как при сварке электродами с основным покрытием. Сварочный ток можно определить из эмпирической формулы:
7=100rf„ {dn — 0,5) + 50,
где dn— диаметр электрода, мм.
Напряжение при газоэлектрической сварке определяют из уравнения
U=8(dn+ 16).
Стабильное горение дуги, минимальное разбрызгивание и хорошее формирование металла шва достигают, если сварку в среде углекислого газа ведут на постоянном токе обратной полярности.