

Процесс электроконтактной сварки труб с кольцевым трансформатором. Определение первичного и вторичного тока трансформатора
Электроконтактная сварка оплавлением относится к прессовым методам сварки трубопроводов и предусматривает нагрев места соединения до высокой температуры с последующим осевым сдавливанием. Сварное соединение получается одновременно по всему периметру стыка, что позволяет резко механизировать сварочные работы на трассе и приблизить их выполнение к заводскому поточному производству.
При электроконтактной сварке оплавлением находящиеся под током трубы сближаются до соприкосновения своих торцов. Первоначальное касание практически осуществляется в точке. Поверхность соприкосновения за короткий промежуток времени резко возрастает за счет относительного перемещения деталей, пластической деформации контактирующих неровностей и теплового расширения металла в зоне контакта. Металл резко нагревается в средней части контакта до температуры плавления и превращается в жидкую перемычку.
Для оптимального расчета конструктивных и технологических параметр ров электроконтактных установок принимаем несколько значений вторичных напряжений сварочного трансформатора, равных 7В, 8В, 9В, и несколько значений удельных потребляемых мощностей на оплавление РуД, равных 0,6 кВт/см2, 0,7 кВт/см2, 0,8 кВт/см2.
Определим площадь поперечного сечения свариваемых труб
где dcp— средний диаметр трубы, см; (5 — толщина стенки, см; drp = dH — д.
Мощность, потребляемая на сварку:
Полная мощность сварочной установки:
где Necn — мощность, потребляемая на привод вспомогательных механизмов в процессе сварки (принимаем 20 % от потребляемой мощности); rj — коэффициент, учитывающий случайные перегрузки, а также возможные отклонения размеров поперечных сечений свариваемых труб, г] = 0,7. Ток в первичной и вторичной обмотках трансформатора
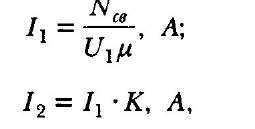
где Ii — ток в первичной обмотке трансформатора, A; Uj — напряжение на первичной обмотке трансформатора, 380 В; ц — коэффициент мощности,
U1
0,67; К = коэффициент трансформации; щ напряжение на вторичной
U 2
обмотке трансформатора, В.
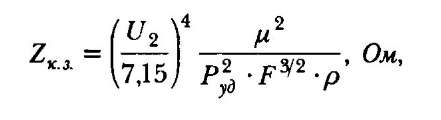
Максимально допустимое сопротивление сварочной цепи при коротком замыкании:
где
Руд — удельная мощность , потребляемая
на оплавление,![]() —
удельное сопротивление стали (17-10"6
Ом-см); pi
— коэффициент мощности составляет
0,67; Ь'г— вторичное напряжение сварочного
трансформатора принимаем 7, 8, 9 В;
F—
площадь поперечного сечения свариваемой
трубы, см"'.
—
удельное сопротивление стали (17-10"6
Ом-см); pi
— коэффициент мощности составляет
0,67; Ь'г— вторичное напряжение сварочного
трансформатора принимаем 7, 8, 9 В;
F—
площадь поперечного сечения свариваемой
трубы, см"'.
Поскольку такой процесс должен отвечать рациональной технологии сварки, то средняя скорость оплавления подсчитывается по формуле:
![]()
где Руд — удельная мощность оплавления.
Время оплавления Минимальное время оплавления, необходимое для достижения в стыке, перед осадкой, температуры плавления металла и покрытия каждого из свариваемых торцов жидкой пленкой толщиной 1 мм, при этом:
![]()
где
ts
—
время, необходимое для достижения в
стыке температуры плавления,![]() -
время, необходимое для образования на
оплавляемых торцах жидкой пленки
металла, с (10 с).
-
время, необходимое для образования на
оплавляемых торцах жидкой пленки
металла, с (10 с).
![]()
где /л' — постоянная времени, зависящая от основных технологических параметров оплавления и характеристик сварочного трансформатора.
Постоянная
времени /л' может быть определена из
формулы:
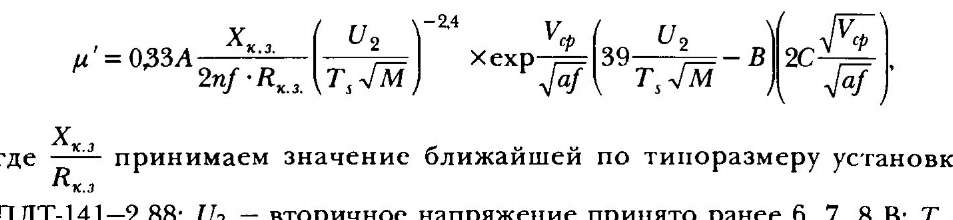
температура
плавления свариваемого металла, °С
(условно принимаем 1500°С);
М—
коэффициент Лоренца, В':/градус2
(принимаем 3,05-10 9);
а
—
коэффициент температуропроводности,
см2/с
(принимаем 0,08);/ — частота тока, Гц — 50;
\',р
— средняя скорость оплавления, см/с;
А, В, С — постоянные,
зависящие от принятого закона перемещения
для
п
= 1,25, они составляют![]()
Величина оплавления
Величина оплавленного участка в процессе нагрева труб до сварочной температуры рассчитывается по формуле:
![]()
где lorn - время оплавления, с.
Величина осадки Для определения величины осадки 10С используют формулу.
![]()
где Vo — вторичное напряжение сварочного трансформатора,- сред
няя
скорость оплавления, см/с.![]()
Общее перемещение свариваемых труб в процессе оплавления и осадки
![]()
Для избежания теплоотвода в губки сварочной машины вылет свариваемых труб обычно принимают равным (1,5 - 2,0) 1опл .
При заданных технологических параметрах осадки и полученном температурном поле усилие осадки можно определить, используя формулу:

где F— площадь поперечного сечения трубы в мм2; Voccp— средняя скорость осадки по всей длине периметра 25 мм/с; V0CH — начальная скорость осадки 80 мм/с; Iqc начальную величину осадки принимаем 4 мм; I — температурный интеграл определяют по формуле:
Здесь
К' —
градиент температурного![]() поля
(0,08
cm"j).
Значение
Щ
вычисляется для
Тт=
1550°С (£,= 1794,1).
поля
(0,08
cm"j).
Значение
Щ
вычисляется для
Тт=
1550°С (£,= 1794,1).
Мощность механизма осадки можно определить:
![]()
где![]() -
мощность привода механизма осадки, кВт;
Рж
— усилие осадки, кгс/см2;
Т]' — кпд привода осадки, 0,9; V^—
скорость
осадки, см/с.
-
мощность привода механизма осадки, кВт;
Рж
— усилие осадки, кгс/см2;
Т]' — кпд привода осадки, 0,9; V^—
скорость
осадки, см/с.
Усилие
для зажатия труб в сварочной машине и
удержания в процессе осадки составит:![]()
где/' — коэффициент зацепления между трубами и зажимными башмаками сварочной машины (/'= 1,25).
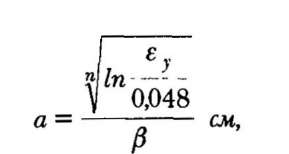
Расчет величины усиления после осадки Максимальная величина усиления толщины стенки трубы после осадки подсчитывается по формуле:
![]()
где 6 — толщина свариваемой трубы в мм; £у— относительная деформация в радиальном направлении, определяют по формуле:
![]()
где температура свариваемого металла перед осадкой (1500°С).
Ширина усиления пояска грата в основании может быть определена по формуле:
где![]() -
полная величина осадки в мм,
-
полная величина осадки в мм,
к'— градиент температурного поля (0,08 см"1).