

Технология автоматической сварки под флюсом трубных изделий с использованием вращателей.
Автоматическая сварка под флюсом – дуговая сварка проволокой (проволочным электродом) под слоем флюса с механизированными операциями подачи проволоки и перемещения дуги вдоль линии шва.
Общепринятые обозначения
SAW – Submerged Arc Welding – сварка погруженной дугой
Создание автоматической дугой сварки под флюсом является крупнейшим достижением современной сварочной техники. Первоначальная идея способа сварки под флюсом принадлежит изобретателю способа дуговой сварки Н. Г. Славянову. В качестве флюса он применял дробленое оконное стекло.
Создание промышленного способа автоматической сварки под флюсом и внедрение его в производство в нашей стране неразрывно связано с именем академика Е. О. Патона. В результате многолетней упорной работы коллектива Института электросварки им. Е. О. Патона создана технология сварки под флюсом, разработаны составы и методы изготовления флюсов, созданы оригинальные конструкции автоматов. В развитии"способа автоматической сварки под флюсом деятельное участие принимали и принимают кол-лективы многих заводов, исследовательских институтов и лабораторий нашей страны. Развитие автоматической сварки под флюсом изменило представление о масштабах и возможностях автоматизации процесса дуговой сварки. В ряде производств в настоящее время автоматическая сварка почти полностью вытеснила ручную сварку.
При сварке под флюсом сварочная дуга между концом электрода и изделием горит под слоем сыпучего вещества, называемого флюсом.
Технология автоматической сварки
Дуговая сварка под флюсом может выполняться автоматами и полуавтоматами, однако последние используются редко.
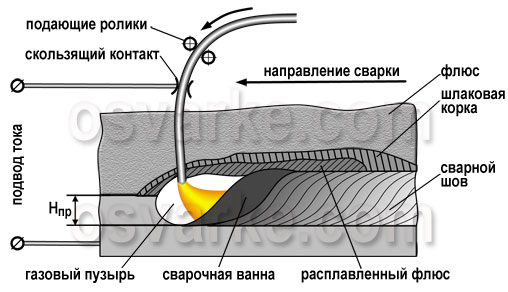
Рисунок. Схема дуговой сварки под флюсом
Проволока подается в зону сварки с помощью подающих роликов. Подвод тока к проволоке осуществляется скользящим контактом. Плотный слой флюса, высыпаемый из бункера во время движения сварочного автомата, обеспечивает эффективную защиту расплавленного металла сварочной ванны от взаимодействия с воздухом. Дуга горит в газовом пузыре, который образуется парами и газами флюса и расплавленного металла. В результате металлургического взаимодействия шлака и расплавленного металла и кристаллизации металла сварочной ванны формируется шов с необходимым химическим составом и механическими свойствами. На поверхности шва располагается легко отделяемая шлаковая корка из затвердевшего флюса. Не израсходованный флюс собирается во флюсоаппарат для дальнейшего применения при сварке.
Достоинства способа:
Повышенная производительность;
Минимальные потери электродного металла (не более 2%);
Отсутствие брызг;
Максимально надёжная защита зоны сварки;
Минимальная чувствительность к образованию оксидов;
Мелкочешуйчатая поверхность металла шва в связи с высокой стабильностью процесса горения дуги;
Не требуется защитных приспособлений от светового излучения, поскольку дуга горит под слоем флюса;
Низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва;
Малые затраты на подготовку кадров;
Отсутствует влияния субъективного фактора.
Недостатки способа:
Трудозатраты с производством, хранением и подготовкой сварочных флюсов;
Трудности корректировки положения дуги относительно кромок свариваемого изделия;
Неблагоприятное воздействие на оператора;
Нет возможности выполнять сварку во всех пространственных положениях без специального оборудования.
Области применения:
Сварка в цеховых и монтажных условиях
Сварка металлов от 1,5 до 150 мм и более;
Сварка всех металлов и сплавов, разнородных металлов.
Пути повышения производительности:
Сварка (наплавка) независимой дугой, горящей между двумя электродами (к изделию ток не подводят); при большом расстоянии от дуги до поверхности изделия основной металл вообще не проплавляется.
Сварка трёхфазной дугой, при которой глубина проплавления зависит от соотношения токов в дугах, горящих между электродами и изделием.
Сварка разнородными дугами. Питание дуги между электродами и изделием осуществляется при этом постоянным током, а дуги между электродами - переменным током.
Однофазная двухэлектродная наплавка, основанная на питании электродов и изделия от концов и середины вторичной обмотки сварочного трансформатора.
Наплавка с подачей присадочной проволоки в дугу (к проволоке ток не подводят).
Сварка (наплавка) по подкладке из металла требуемого химического состава и выполняющую функции теплопоглощения сварочной дуги и повышения коэффициента наплавки.
Сварка комбинированной дугой (зависимой и независимой, горящей между основным и дополнительным электродами).
Сварка расщеплённым электродом.
Сварка (наплавка) ленточным электродом.
Сварка многодуговая:
в общую ванну;
в разделённые ванны.
Применение автоматической сварки на трубосварочных базах связано с использованием разнообразного оборудования, которое существенно влияет на степень механизации сборочно-сварочных процессов, на производительность труда и качество сварных соединений. Тщательность подготовки свариваемых труб на стенде — одно из основных условий получения равнопрочности швов. Сопряжение осей двух и более труб большого диаметра, свариваемых в секции, без специального оборудования практически невозможно.
Вращатели используют на установках типа ПАУ, ЛСТ и БТС для создания непрерывного или периодического изменения положения собранного стыка относительно сварочной головки, обеспечивая выполнение процесса в нижнем положении с регулируемой частотой вращения. Вращатель должен обеспечить равномерную окружную скорость вращения секции от V'lnjn до Vmax, при заданном диаметре труб от D„un до Для* в следующем диапазоне:
![]()
Рис.
8.5.
Схема роликового вращателя:
1
— электродвигатель;
2
— редуктор; 3
— распределитель мощности;
4 —
вал; 5 — обрезиненный ролик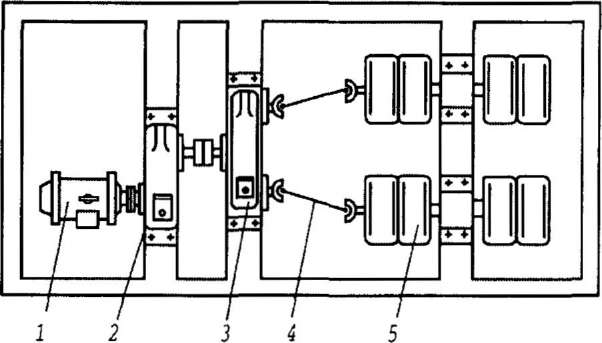
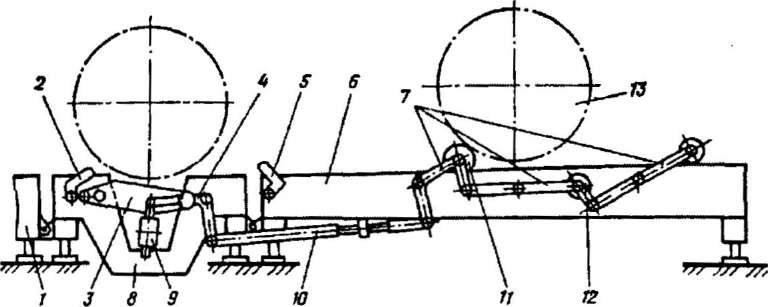
Рис. 8.6. Схема отсекателя (манипулятора) установки ПАУ-1001В: 1 - покать скатывания; 2,3,4 - рычаги; 5 - мостик отсекателя; 6 - покать накопителя; 7 - рычаги; 8 - корпус; 9 - домкрат; 10 - тяга; 11 - ограничитель;
12 - ролик; 13 - труба
Вращатели ВТ-61 и ВТ-121 (рис. 8.7) применяют для вращения секций при сварке на полевых автосварочных установках ПАУ-601 и ПАУ-602.
Рис.
8.7.
Торцовый вращатель ВТ-61: 1 — планшайба;
2 —
штурвал; 3 — редуктор;
4
— электродвигатель; 5 — кулачок; 6
— самоцентрирующее устройство;
7
— колесо;
8
— рельс
Тип
вращателя Диаметр труб,
мм
ВТ-61 ВТ-121 СВР-141
325-630 720-1220 720-142