

Передвижные источники электрического питания ручной сварки применяемые в трассовых условиях
Для повышения стабильности процесса ручной дуговой сварки покрытыми электродами источники тока должны иметь крутопадающую вольт-амперную характеристику. Для применяемых в трубопроводном строительстве электродов требуется также и постоянный ток. Выполнение этих двух требований — крутопадающей вольт-амперной характеристики и постоянного тока до недавнего времени вполне удовлетворяло сварщиков. Однако с ростом давления транспортируемого по трубопроводу продукта, его химической активности возросшие требования к трубным сталям потребовали применения специальных электродов, которые должны обеспечивать соответствующие свойства различных слоев шва и в целом сварного соединения. Ужесточаются требования и к допустимым дефектам в шве. В этих условиях, помимо сварочных материалов, решающее значение приобретают технологические свойства сварочных источников тока и квалификация сварщика. Взаимосвязь между источником тока и сварщиком заключается в том, что на манипулирование электродом и длиной дуги источник питания должен соответствующим образом реагировать, регулируя энергию сварочной дуги, а соответственно, и плавление электродов, Так, при сварке корневого слоя шва, когда имеют место неточности сборки стыка, притупления кромок и зазора по периметру, сварщику для обеспечения качества необходимо регулировать сварочный ток и соответственно проплавление в процессе сварки [1, 24]. Этого можно достичь, изменяя длину дуги и наклоняя электрод, при условии, что источник тока имеет небольшой наклон статической вольт-амперной характеристики в рабочей точке. Как видно на рис. 3.12, при увеличении длины дуги ее нормированная характеристика из начального состояния 2 перейдет в положение 3. При этом рабочая точка А горения дуги переместится по вольт-амперной характеристике источника тока в точку Б. Соответственно, сварочный ток уменьшится на величину А/ = /д — 1С■ Таким образом, можно существенно уменьшить или увеличить (при сокращении длины дуги) сварочный ток, реагируя на изменение зазора или притупления кромок труб в стыке при сварке корневого слоя шва, добиваясь качественного его формирования, В случае крутопадающей вольт-амперной характеристики источника питания (рис. 3.12, кривая 4), при изменении длины дуги ее рабочая точка переместится из А в С и изменение сварочного тока AI = 1А — 1С значительно меньше, чем при сварке на пологопадающей характеристике, поэтому сварщик не может отработать возмущения, связанные со сборкой стыка и притуплением кромок. Следовательно, источник тока для сварки корневого слоя шва должен иметь пологопадающую вольт-амперную характеристику в области рабочих токов.
При сварке заполняющих и облицовочного слоев шва, когда сварщик совершает продольные и поперечные колебания электродом, необходимо обеспечить минимальное изменение сварочного тока для равномерного проплавления кромок. Это требование выполняется, если источник питания имеет крутопадающую вольт-амперную характеристику в области рабочих токов. Чем круче наклон вольт-амперной характеристики в точке А {см рис. 3.12), тем меньше ток отличается от первоначального при изменениях длины дуги. В идеальном случае, когда кривая вольт-амперной характеристики перпендикулярна к оси токов, происходит стабилизация сварочного тока, т. е. он не зависит от длины дуги. Следовательно, для сварки заполняющих и облицовочного слоев шва источник тока должен иметь крутопадающую вольт-амперную характеристику.
Кроме того, для качественной сварки неповоротных стыков трубопроводов в условиях непрерывно изменяющегося пространственного положения сварочной ванны источник тока должен иметь хорошие динамические свойства, обеспечивать быстрый рост напряжения при переходе от короткого замыкания к горению дуги, оптимальную скорость изменения тока для снижения разбрызгивания, связанного с переходом капель расплавленного электрода в сварочную ванну, и выполнение других требований, которые регламентируются ГОСТ 25616 —83. Источники питания для дуговой сварки. Методы испытания сварочных свойств.
Качество и производительность сварки стыков магистральных и промысловых трубопроводов в значительной степени зависят от технологических характеристик и конструкции источников сварочного тока. В качестве сварочных источников тока в монтажных условиях применяют коллекторные генераторы, вентильные бесколлекторные генераторы и выпрямители. Для удобства эксплуатации сварочные источники тока компонуют в однопостовые или многопостовые сварочные агрегаты (см. рис. 3.11), которые выпускаются промышленностью в передвижном (на прицепе)
и самоходном (на тракторе) исполнении. Многопостовые агрегаты, помимо сварочного источника тока, имеют источник электрической энергии для питания электрического инструмента и освещения, электропечи для термообработки электродов. Имеются также устройство для намотки кабелей, емкости для хранения инструмента.
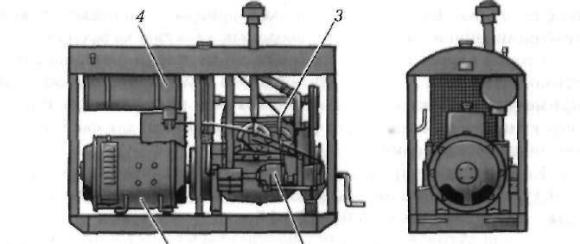
Рис. 3.11. Сварочный агрегат:
1 — генератор; 2 — двигатель; 3 — регулятор скорости вращения; 4 — бак
с горючим.
БИЛЕТ 2