

3.3.3 Способы скрепления.
После обрезки готового блока, или издания, все его листки должны прочно удерживаться в корешке. Этого достигают скреплением, от которого во многом зависит прочность, долговечность издания и удобство пользования им. В брошюровочном производстве применяют разные способы скрепления изданий и блоков, которые разделяются на две группы:
— потетрадные, когда каждая тетрадь скомплектованного подборкой блока последовательно, одна за другой, прошивается через фальц и скрепляется друг с другом;
— поблочное, когда скомплектованное вкладкой издание, или подборкой блок, скрепляется за один рабочий цикл (например, прошиваются через весь блок.
Поблочное скрепление более производительно, чем потетрадное, и экономические показатели его возрастают при увеличении объема изданий. Потетрадное скрепление может быть выполнено швейным способом, а поблочное — как швейным, так и бесшвейным клеевым и комбинированным (швейно-клеевым). Швейное скрепление осуществляется проволокой, или нитками, а бесшвейное в большинстве случаев клеем. В настоящее время больше половины книжно-журнальных изданий скрепляются пока еще швейным способом. Однако шитье, в особенности потетрадное,— самая трудоемкая операция брошюровочного процесса. Поэтому оно интенсивно вытесняется более прогрессивным способом — бесшвейным скреплением. Способ скрепления для конкретного издания определяется при проектировании технологии изготовления издания в зависимости от его объема и формата, назначения, технической оснащенности полиграфического предприятия и других условий. Ниже рассмотрены только основные, широко применяемые, или перспективные, способы скрепления.
Шитье нитками — наиболее распространенный способ потетрад-ного скрепления блоков среднего и большого объема, особенно для изданий, выпускаемых в переплетных крышках. Книжные блоки, сшитые этим способом, наиболее прочны и долговечны и позволяют применять агрегаты и поточные линии для обработки их корешков. Нитками можно сшивать и поблочно — внакидку и втачку. В первом случае (рис. 3.3.3, а) малообъемное издание 1, скомплектованное вкладкой, прошивается (прострачивается) непрерывным швом 2 по всему сгибу. Этот способ обеспечивает большую прочность по всей длине корешка.
Во втором случае (рис. 3.3.3, б) блок 1, скомплектованный подборкой, прошивается швом 2 втачку, отступя от края (4—5 мм) вдоль всего корешка. Этот способ, по сравнению с потетрадным шитьем нитками, более экономичен, обеспечивает прочное скрепление и может найти применение для многих изданий.
Р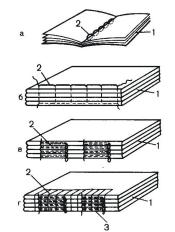 ис.
3.3.3.Способы шитья изданий и блоков
нитками
ис.
3.3.3.Способы шитья изданий и блоков
нитками
При потетрадном шитье нитками (рис. 3.3.3, в) тетрадь 1 блока прошивается через корешковый сгиб стежком 2 и скрепляется с предыдущей тетрадью теми же нитками. Таким же способом можно сшивать блоки на корешковом материале, например, марле 3 (рис. 3.3.3, г). Это шитье используется при выпуске книг в переплетных крышках, а шитье без корешкового материала применяют для изданий, выпускаемых как в обложках, так и в переплетных крышках. В последнем случае корешковый материал приклеивается к блоку при его обработке на агрегатах. В потетрадном шитье нитками в зависимости от объема, формата издания и других условий можно изменять вид стежков (т. е. их строение и место расположения на сгибе тетради), длину стежков и число их в шве.
Потетрадное шитье блоков проводится на ниткошвейных машинах, которые подразделяются по степени автоматизации выполняемых операций на: 1) полуавтоматы с ручной подачей тетрадей в швейное устройство и ручным выполнением некоторых других операций; 2) автоматы с автоматической подачей тетрадей и программным управлением. Те и другие машины могут быть как универсальными с большими технологическими возможностями (различные виды стежков, возможность шитья на корешковом материале и без него), так и специализированными, предназначенными для определенного варианта шитья более ограниченных форматов изданий. Отечественное машиностроение выпускает унифицированный ряд современных ниткошвейных полуавтоматов и автоматов БНШ.
Технология шитья на автомате, например, без марли, сводится к следующему. Самонакладчик-раскрыватель захватывает поштучно тетрадь за шлейф, отделяет от стопы, раскрывает ее посередине и накладывает на седлообразный стол бокового транспортера, который передает тетрадь на седлообразный качающийся стол. При прохождении к нему обычно второй и последней тетрадей каждого блока клеевой аппарат наносит на тетрадь вдоль корешка полоску клея. Это необходимо для предохранения самопроизвольного отделения крайних тетрадей от сшитого блока при выполнении последующих операций.
Качающийся стол перемещает тетрадь в швейный аппарат, где прокалывается фальц тетради, проводится внутрь со шпулей нить (хлопчатобумажная или капроновая) и формируются петлевые стежки. Качающийся стол отходит вновь за следующей тетрадью и аналогично сшиваются все последующие тетради блока, но нити продеваются в петли, скрепляя тетради между собой (см. рис. 17.6, в). После шитья каждого блока автомат делает холостой стежок (без подачи тетради), по которому нож отделяет блоки друг от друга. Сшитые блоки выходят непрерывным потоком на приемный стол автомата. Во время шитья на марле включается марлеподающее устройство.
При неполадках в работе можно на специальном табло некоторых моделей автоматов прочитать причину и место неисправности. Применяются также ниткошвейные автоматы, снабженные специальными загрузочными и разгрузочными устройствами, значительно облегчающими физический труд рабочих. Скорость работы автоматов составляет 6-9 тыс. цикл/ч.