

Монтажне зварювання металевих конструкцій. Приймання зварених мостових конструкцій.
Конструкції мостів зі звареними монтажними з'єднаннями після їхньої збірки й зварювання підлягають комісійному прийманню зі складанням "Акту проміжного приймання відповідальних конструкцій"
Періодичність приймання призначається залежно від способу монтажу конструкцій і об’ємів виконуваних монтажно-зварювальних робіт.
При конвейєрно-тиловій збірці й поздовжньому на сувінерозрізних прогонових будов приймання здійснюють перед насувом кожної чергової змонтованої й звареної ділянки прогонової будови. При наведенні на плаву – переміщуваними секціями, при навісному складанні – прогонами або перед кожним черговим переміщенням монтажного крана по прогоновій будові.
При прийманні необхідно перевіряти:
відповідність проектних лінійних розмірів і геометричної форми окремих елементів, з'єднань й в цілому змонтованих конструкцій;
правильність положення змонтованої конструкції в плані й профілі за результатами інструментальної перевірки;
якість монтажних і заводських з'єднань, щільність примикання елементів один до одного й до опорних поверхонь;
виконання спеціальних вимог проекту КМ по обробці плавних переходів у зварних з'єднаннях, регулюванню напруг, попередній напрузі й т.д.;
повноту й правильність складання виконавчої документації на монтажні, зварювальні роботи, у тому числі на контроль якості зварнихз'єднань.
відсутність слідів приварки вивідних планок і складальних пристосувань, а також слідів газового різання, що застосовувалася для видалення технологічних припусків, вивідних планок і складальних пристосувань.
11.13.3. Допустимі відхилення лінійних розмірів і геометричної форми змонтованих конструкцій наведені в таблиці 11.6.
Зменшення розмірів зон обробки й радіусів плавних переходів проти зазначених на рис. 11.5-11.10 НЕ ДОПУСКАЄТЬСЯ.
Збільшення розмірів зон обробки й радіусів не є бракувальною ознакою.
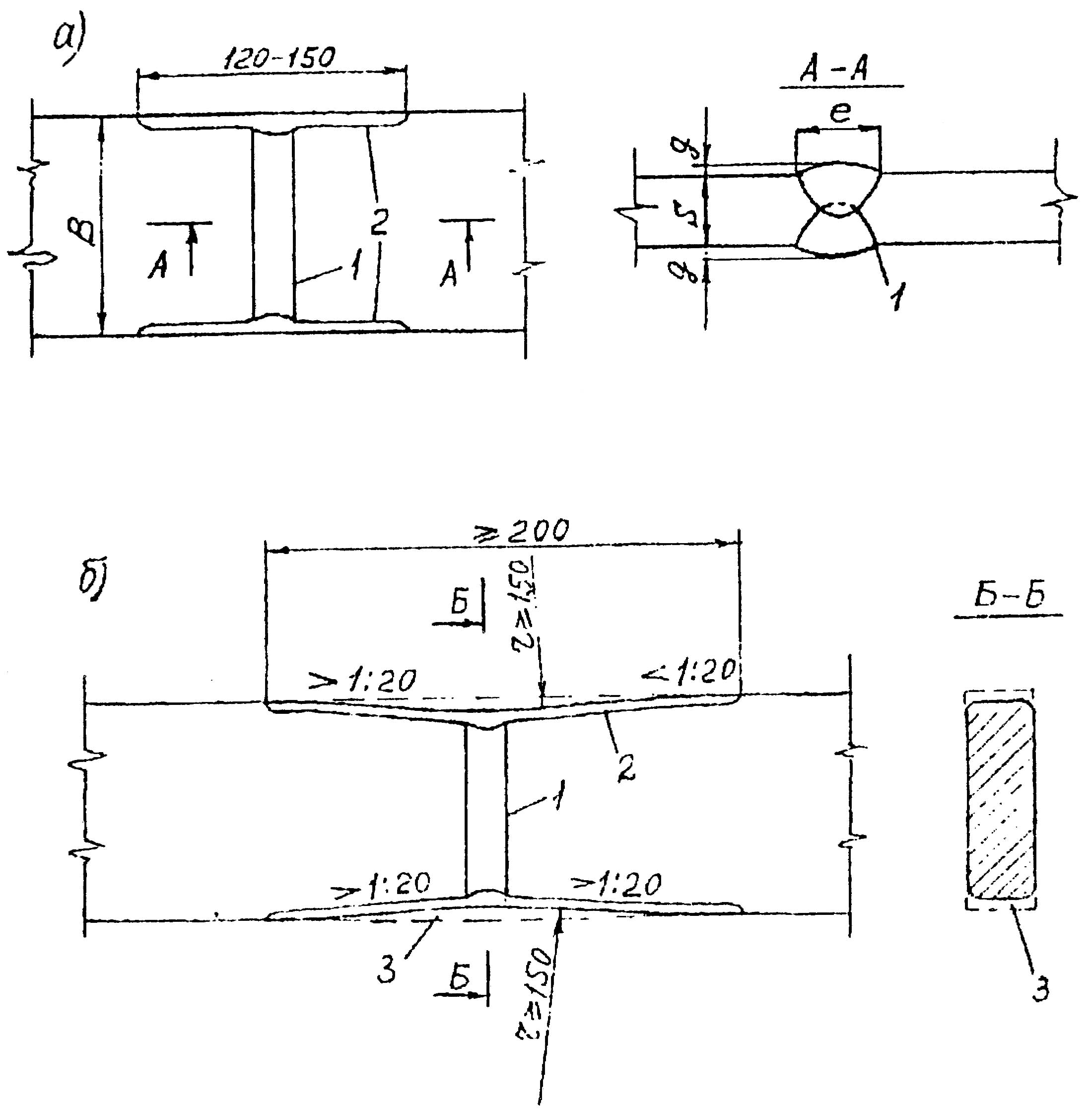
Схема обробки стикового з'єднаннялистіводнакової товщини: (а) - без поглиблення в основний метал по торцях; (б) - ззаглибленням на 0,02В, але не більше ніж на 8 мм із кожної сторони;
1 - границя шва по зоні сплавки;
2 - границя зон механічної обробки;
3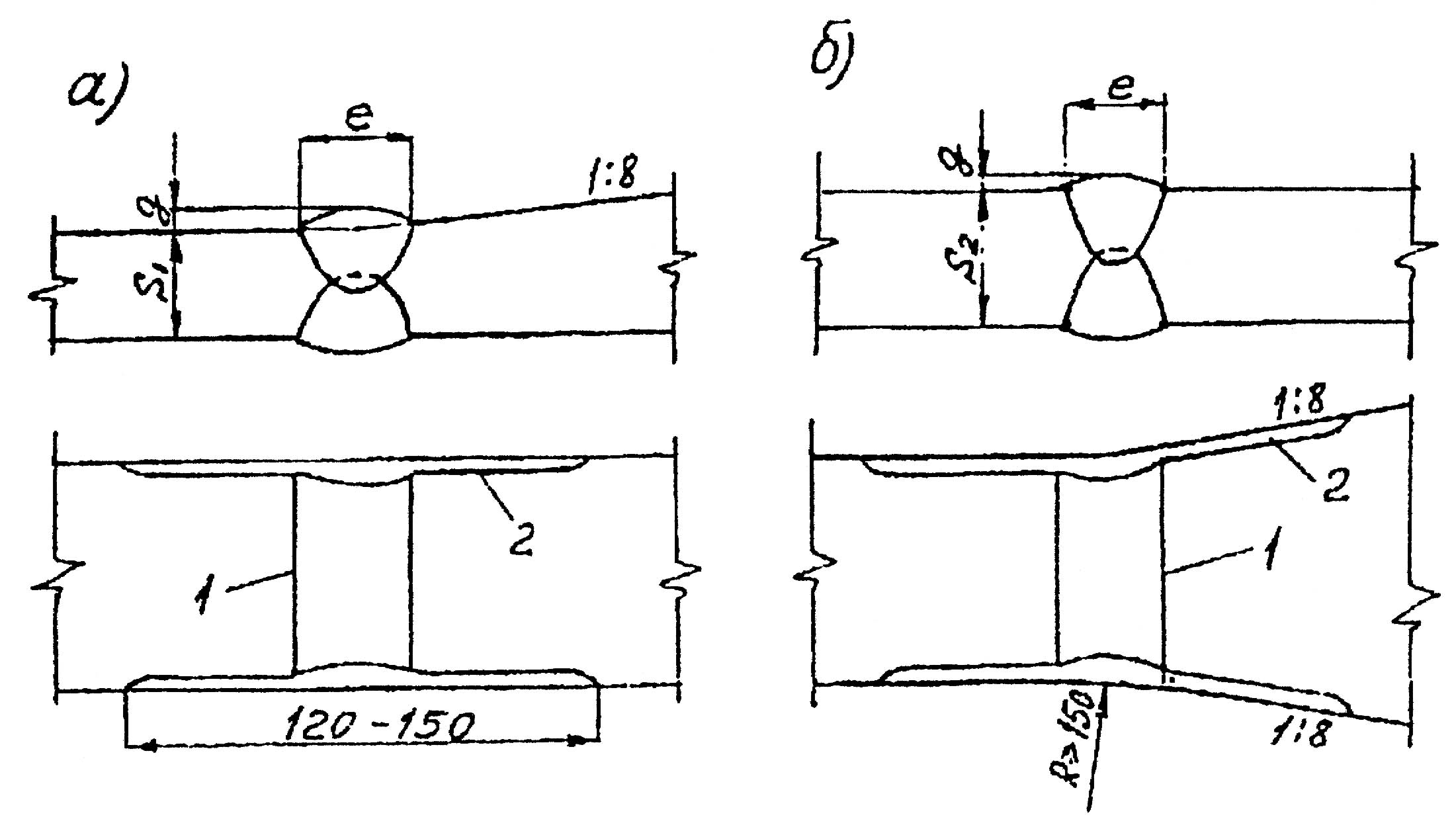 - метал, що видаляється механічною
обробко
- метал, що видаляється механічною
обробко
33. Захист металевих конструкцій мостів фарбуванням. Підготовка поверхні до фарбування.
ПІДГОТОВКА ПОВЕРХНІ ПІД ФАРБУВАННЯ
Незалежно від типу конструкцій перед фарбуванням на металевій поверхні не повинно бути окалини, окислів, ушкодженої ґрунтовки, маркувальних написів, органічних забруднень (масла, жиру), задирок, гострих країв, залишків флюсу, зварювальних бризок.
До робіт з очищення поверхні металоконструкцій слід приступати після закінчення всіх монтажних і зварювальних робіт, після виправлення дефектних місць.
Знежирення поверхні
Процес знежирення полягає у видаленні жирових і масляних забруднень за допомогою органічних розчинників та лужних розчинів що знежирюють поверхню.
Якість знежирення поверхні перевіряється після повного висихання поверхні одним з методів, рекомендованих ГОСТ 9.402-80. Після обробки необхідно забезпечити ступінь знежирення №1.