

Арматурні роботи. Технологія зварювання таврових з’єднань закладних виробів.
Для механізованого зварювання стикових з'єднань арматурних стрижнів і таврових з'єднань слід застосовувати флюс марки ФК-3 і АНЦ-I (АН348А).
Зварювання закладних виробів з тавровими з'єднаннями елементів типу «відкритий столик» слід виконувати на пристрої для зварювання під флюсом
Для плоских елементів закладних виробів застосовують прокат з вуглецевої сталі звичайної якості: фасонний – за ГОСТ 53588
ЗВАРЮВАННЯ ПІД ФЛЮСОМ ТАВРОВИХ З'ЄДНАНЬ
Конструкція й розміри таврових з'єднань арматурних стрижнів із плоскою поверхнею металопрокату, виконуваних під флюсом, типу Т1-Мф і Т2-Рф, повинні відповідати наведеним на рис. 6.13 і в табл. 6.26
до зварювання |
після зварювання |
|
|
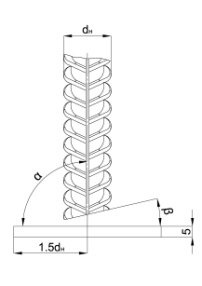
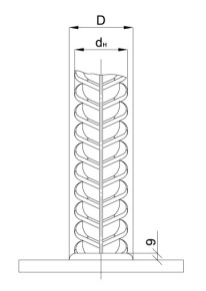
Рис. 6.13 Конструкція таврового з'єднання типу Т1-Мф і Т2-Рф.
Дугове механізоване зварювання під флюсом без додаткового присадочного матеріалу слід виконувати на установках власного виготовлення.
. Основними параметрами режиму дугового зварювання під флюсом є: зварювальний струм, величина початкового дугового проміжку, тобто первісний зазор, який слід забезпечити при порушенні дуги, тривалість горіння дуги, орієнтовна величина осідання стрижня у ванну розплавленого металу, тривалість витримки металу та тривалість витримки стрижня у ванні остиглого металу.
РУЧНЕ ДУГОВЕ ЗВАРЮВАННЯ ТАВРОВИХ З'ЄДНАНЬ
Конструкції й розміри таврових з'єднань арматури із плоскими елементами прокату, виконуваних дуговим ручним зварюванням типу Т12-Р3, повинні відповідати наведеним на рис. 6.5.5 і табл.6.5.3.
до зварювання |
після зварювання |
|
|
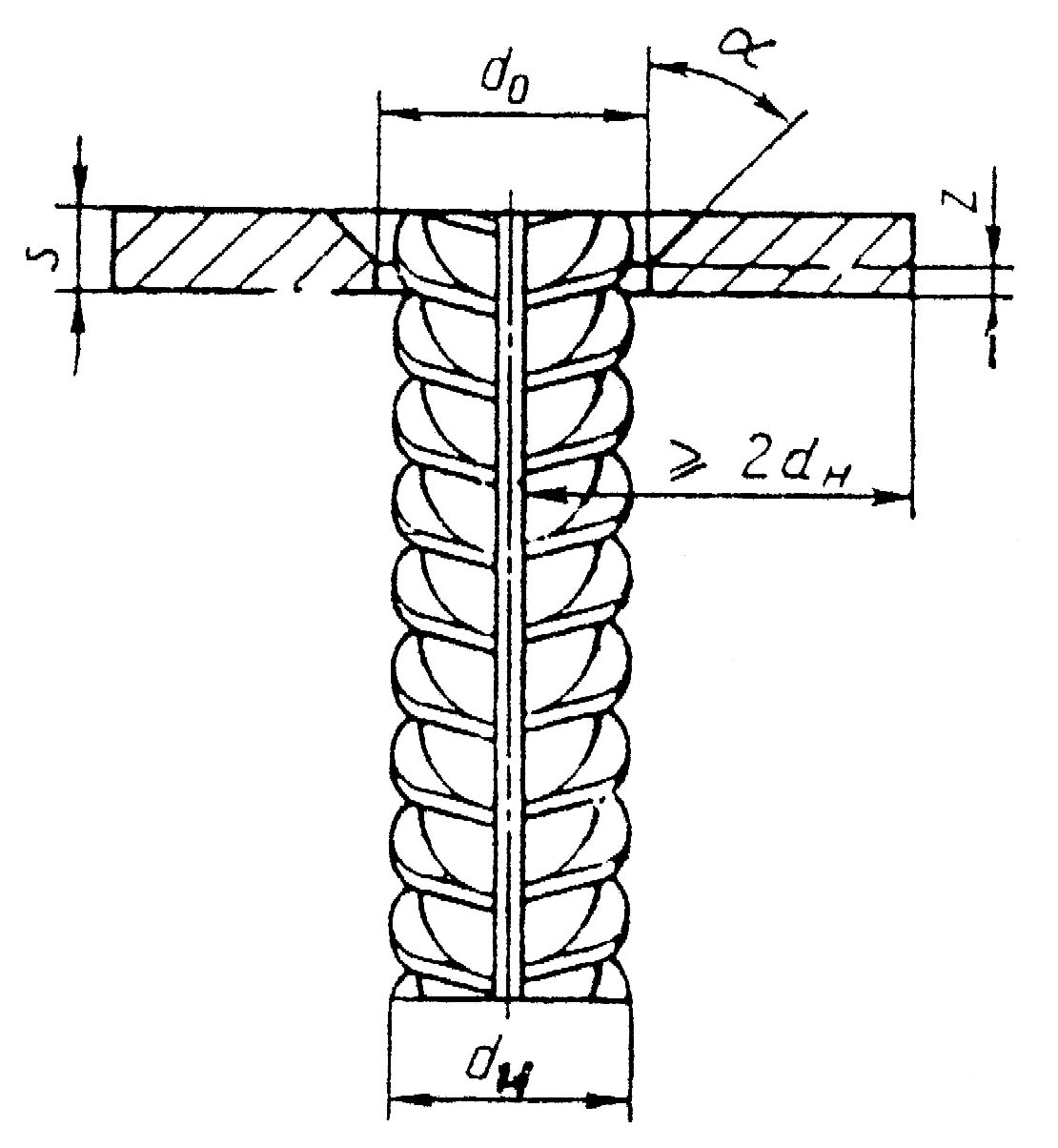
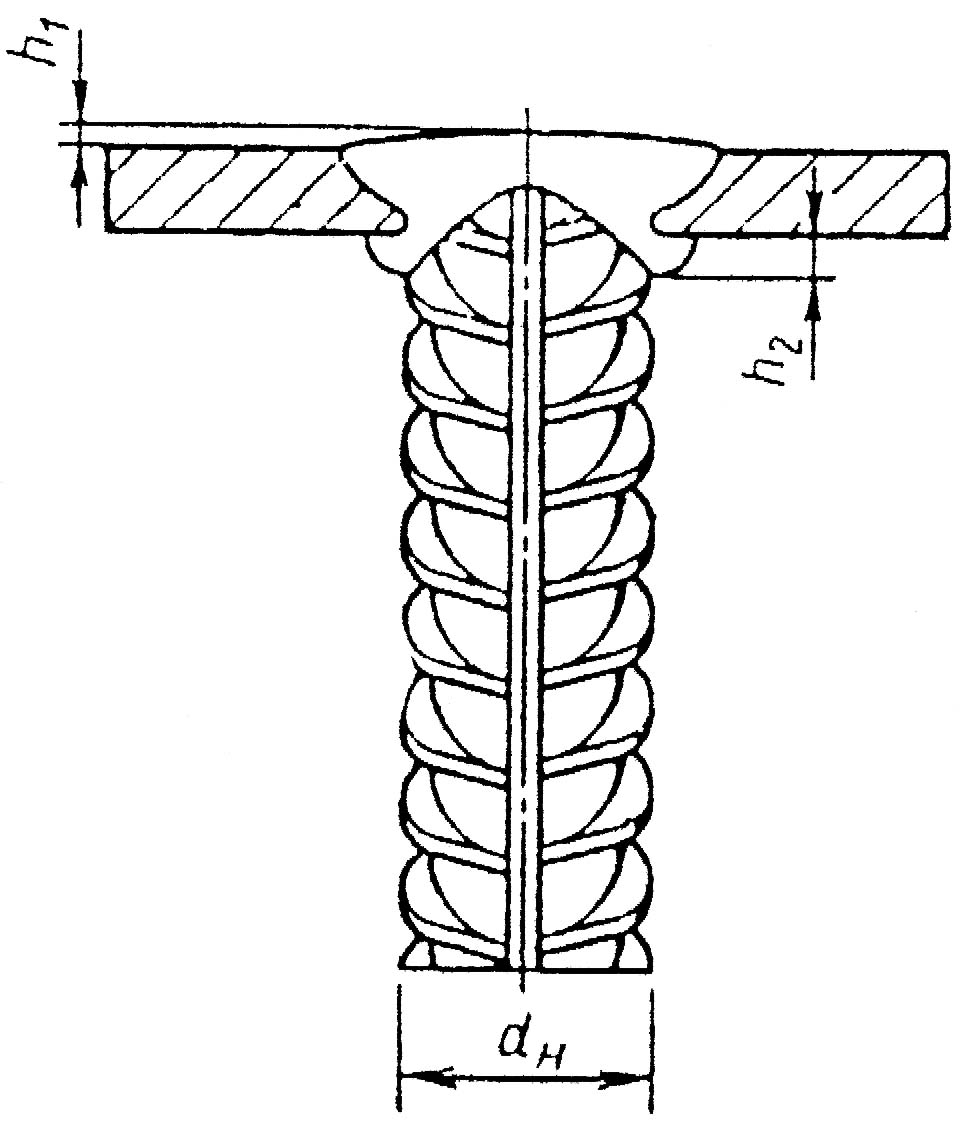
Рис. 6.5.5. Конструкція таврового з'єднання, виконуваного ручнимдуговим зварюванням
валковими швами в роззенкований отвір.
Складання елементів закладних виробів слід здійснювати в кондукторах або на прихватках. Прихватки слід розташовувати: для з'єднань зі стрижнями діаметром до 16 мм – з одного боку, а при стрижнях більших діаметрів – із двох протилежних сторін так, щоб при зварюванні закладних виробів вони були повністю переплавлені. Прихватки слід виконувати тими ж електродами, що й зварені шви.
З'єднання зі стрижнями діаметром до 14 мм, як правило, слід виконувати за один прохід. При багатошаровому зварюванні кожний шар перед накладенням наступного повинен бути зчищений від шлаків і бризок металу. Перехід від наплавленого металу до пластини й стрижня повинен бути плавним. Підрізи на стрижнях не допускаються. Кратери повинні бути заварені.
Зварювання слід виконувати електродами діаметром:
4 мм при dн = 8-14 мм
5 мм при dн = 14-32 мм
6 мм при dн = 22-40 мм
Арматурні роботи. Технологія ручного дугового зварювання арматурних стержнів в монтажних умовах.
Конструкція хрестоподібного з'єднанняарматури, виконувана ручним дуговим зварюванням прихватками типу К3-Рр.
Зварені з'єднання типу К3-Рр в арматурних сітках, каркасних і інших виробах є нерозраховуваними й повинні забезпечувати конструктивні розміри виробів і їх транспортабельність аж до бетонування.
до зварювання |
після зварювання |
|
|
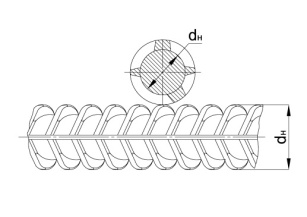
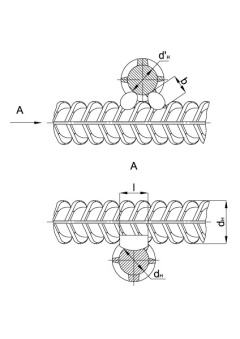
Рис. 6.7 Конструкція хрестоподібного з'єднанняарматури типу КЗ-Рр.
Дугове зварювання таких з'єднань слід виконувати електродами, наведеними в додатку 3, рекомендованими для зварювання відповідних класів і марок арматурної сталі на мінімальних струмах, величина яких залежно від діаметра зазначена в паспортних даних на електроди.
Вироби із хрестоподібними з'єднаннями, виконувані дуговим зварюванням (прихватками), слід збирати в кондукторах, застосовуючи електроди діаметром 4-5 мм, забезпечуючи притиснення пересічних стрижнів таким, щоб були відсутні зазори між ними (рис. 6.7). Виконання дугових прихваток повинне проводитися короткою дугою (супроводжуватися «сухим» характерним потріскуванням) з незначним переміщенням електрода уздовж місця зіткнення стрижнів арматури й закінчуватися поступовим зменшенням довжини дуги, без утворення кратера – джерела виникнення кристалізаційних тріщин.
Таблиця 6.19
Тип з'єднання |
Клас арматури |
Марка сталі |
dн, d'н |
l |
в |
К3-Рр |
AI |
– |
1040 |
0,5 d'н, але не менше 8 мм |
0,3 d'н але не менше 6 мм |
А-ІІ |
Ст5пс
|
1018 |
|||
Ст5сп
|
1028 |
||||
10ГТ
|
1032 |
||||
А-ІІІ |
25Г2С
|
1028 |
|||
АтIIIС |
Ст5сп |
1032
|
|||
AтIVC |
25Г2С |
Примітка:1. Значення тимчасовогоопорузрізу в з'єднаннях К3-Рр не нормується.
2. Експлуатаційні характеристики з'єднань типу К3-Рр при розтяганні робочих стрижнів наведено в додатку 2.
Техніка зварювання значною мірою залежить від кваліфікації й індивідуальних можливостей зварювальника.
Основним слід вважати те, що у випадку, якщо виріб (сітка, каркас) розташований в горизонтальній площині, верхніми, як правило, повинні бути стрижні розподільчої арматури. Електрод слід розташовувати під кутом α=30-40° до горизонтальної площини, направляючи його торець у кут, утворений пересіченими стрижнями, переміщаючи торець електрода на величину l=0,5d'н, але не менш 8 мм. Такі шви-прихватки накладаються із двох сторін стрижня розподільчої арматури.
Якщо по технічних умовах виробництва арматурний виріб збирається, а потім зварюється у вертикальному положенні, зварювання слід виконувати з боку робочої арматури. У цьому випадку обидва шва-прихватки виконуються у вертикальній площині праворуч і ліворуч від робочої арматури. Шви накладаються знизу нагору, кратери ретельно заварюються.