

Монтажне зварювання металевих конструкцій. Технологія зварювання та вимоги до якості зварювання. Приймальний контроль зварних швів.
Монтажне зварювання слід виконувати відповідно до затвердженого технологічним процесом, що встановлює послідовність зварювальних операцій на конкретному об'єкті, застосовуване оснащення, інструмент, устаткування, зварювальні матеріали, режим зварювання й порядок накладення швів, операції по контролю якості.
Основними встановлюваними й контрольованими параметрами режиму зварювання є:
сила зварювального струму, Iзв, А;
напруга дуги, Uд, В;
швидкість зварювання, Vзв, м/год;
Додаткові параметри:
швидкість подачі електродного дроту, Vел, м/год;
діаметр електродного дроту, dел, мм;
виліт електродного дроту, , мм;
Зварювання мостових конструкцій роблять постійним струмом зворотної полярності (мінус на виробі).
Режими зварювання й застосовуваних зварювальних матеріалів повинні забезпечувати одержання зварених з'єднань із наступними механічними властивостями:
а) мінімальні значення границі текучості й тимчасового опору не повинні бути нижче їхніх значень для основного металу по відповідному ГОСТ або ТУУ;
б) мінімальні значення твердості металу шва й навколо шовної зони повинні бути не вище 350 одиниць по Віккерсу;
в) мінімальне значення відносного подовження металу шва стикових з'єднань на зразках 5 повинне бути не менш 16%;
г) кут статичного вигину звареного з'єднання з поперечним стиком повинен бути не менш 80°;
д) мінімальні значення ударної в'язкості на зразках KCU (Менаже) при розрахунковій від’ємній температурі, прийнятій за вказівками ДБН В.2.3-14:2006, для стикових з'єднань повинні бути не менш 30 Дж/см, якщо інше не зазначено в проектній документації.
Зварювання конструкцій повинне виконуватись після приймання операції збірки. Перед зварюванням з'єднання повинне бути очищене від шлаків на прихватках, пилу й інших забруднень, що з'явилися вже після підготовки кромок під зварювання. При наявності в з'єднанні пересічних заварених на заводі або монтажі стикових швів посилення їх у місцях перетинання повинне бути вилучене врівні з основним металом на довжині не менш 40 мм у кожну сторону.
По закінченні зварювання метал шва й прилеглі до нього ділянки очищають від шлаків і бризок, шов оглядають і відразу ж усувають всі видимі дефекти.
Номер кожного виконаного стику по маркувальній схемі й дату зварювання заносять у журнал зварювальних робіт з розписами зварювальника й керівника робіт.
При багато прохідному зварюванні наступне заповнення оброблення кромок виконується зі зсувом електродного дроту вліво й вправо від осі стику так, щоб кожен наступний шар шва перекривав попередній на 1/3 його ширини.
При автоматичному під флюсом і ручному зварюванню стикових з'єднань із односторонніми швами застосовують знімні (такі, що не плавляться) підкладки, що забезпечують формування зворотного валика шва без наступної його підварки і, як правило, без механічної обробки (рис.11.4 ).
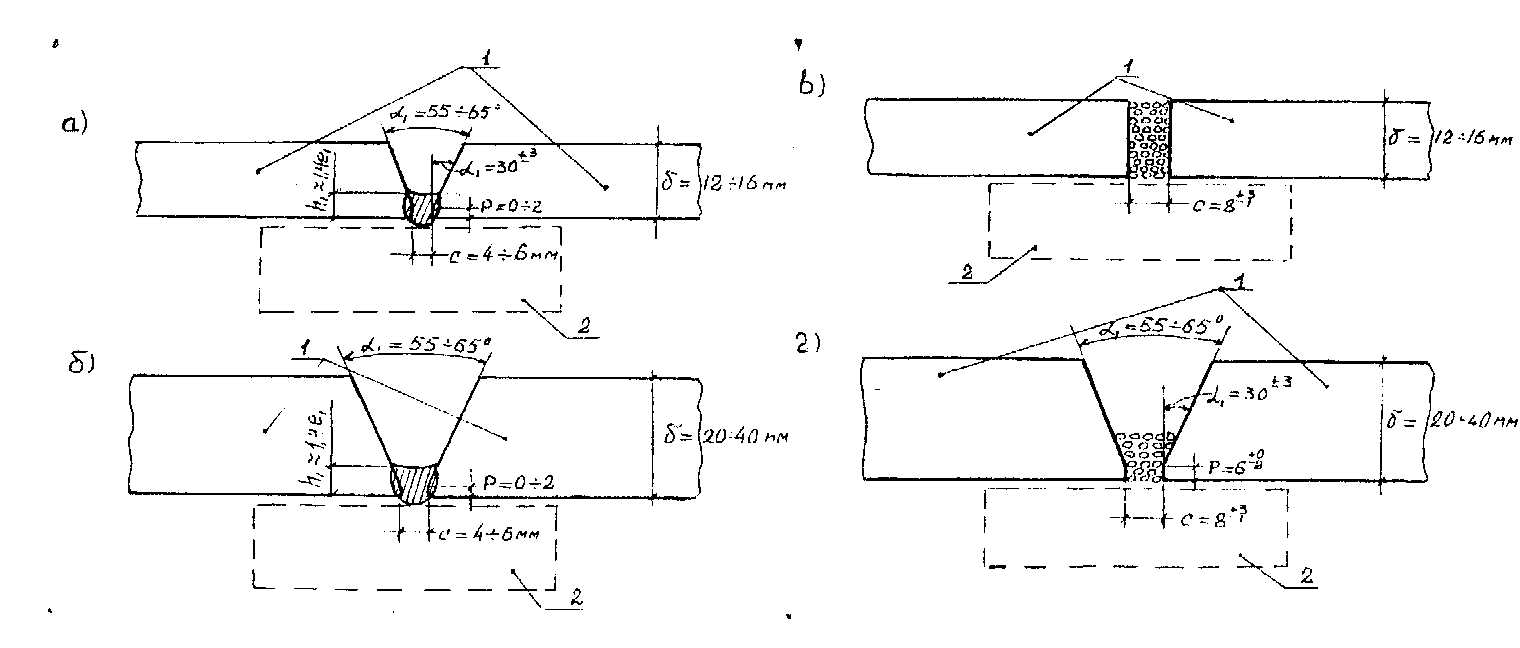
Рис.11.4. Схеми зборки стикових з'єднань під однобічне автоматичне зварювання
а й б - по ручномупідварюванні шва; в і г - із застосуванням МХП;
1 - елементи конструкцій, що зварюють; 2 - формуюча підкладка
ВИМОГИ ДО ЯКОСТІ ЗВАРЮВАННЯ Й ЗВАРЕНИХЗ'ЄДНАНЬ.
КОНТРОЛЬ ЯКОСТІ.
Вимоги до якості зварених з'єднань
Шви зварених з'єднань, виконані на укрупненні й монтажі, підлягають контролю по всій довжині. Зниження обсягів контролю не допускається.
Відхилення розмірів перерізу швів від проектних не повинні перевищувати величин, зазначених у ГОСТ 8713, ГОСТ 11533, ГОСТ 5264, ГОСТ 11534, ГОСТ 14776, ГОСТ 23518.
У зварених з'єднаннях, позначених у проектній документації як "нестандартні" у зв'язку із застосуванням спеціальних технологій зварювання, допускаються відхилення розмірів перерізу швів від параметрів, передбачених у вищевказаних стандартах, але в межах допусків, зазначених у кресленнях КМ і ПВР.
Шви зварених з'єднань повинні задовольняти наступним вимогам:
мати гладку або рівномірно лускату поверхню із плавним переходом до основного металу;
у багато прохідних швах лицювальні валики повинні перекривати один одного на 1/3 ширини, а глибина між валикових западин не повинна перевищувати 0,5 мм;
кратери по кінцях швів повинні бути виведені на вивідні планки, а кратери в місцях зупинки зварювання в середині шва повинні бути переварені;
шви не повинні мати видимих пропалів, звужень, перерв, напливів, неприпустимих по величині підрізів, не сплавок по крайках, непроварів у корені шва;
метал шва й навколошовна зона не повинні мати тріщин і непроварів будь-якої орієнтації й довжини; скупчень і ланцюжків пор і жужільних включень будь-якого розміру й кількості; одиночних жужільних включень і пор, що перевищують по розмірі й кількості на ділянці 400 мм або відстані між сусідніми дефектами припустимі межі, зазначені в таблиці 11.4.
При недотриманні хоча б однієї вимоги, наведеного вп. 11.11 2. і табл. 11.4 зварні шви підлягають ремонту й повторному контролю.
Виконавчою документацією по якості зварних конструкцій є: журнали монтажних робіт, постановки високоміцних болтів, зварювальних робіт; технологічний регламент по збірці й зварюванню монтажних з'єднань; висновку за результатами неруйнівних методів контролю швів із вказівкою всіх виявлених дефектів (допустимих і недопустимих); протоколи випробувань технологічних проб; протоколи атестації зварників; Акти перевірки дотримання технології монтажного зварювання; матеріали з виявлення причин появи дефектів швів і т. п.
Організація неруйнуйнівного контролю якості швів
Приймальний контроль якості зварених швів неруйнівними методами контролю виконують фахівці 2-го й 1-го рівнів кваліфікації, атестовані на право контролю зварних з'єднань мостових конструкцій відповідно до ГОСТ 30489 (EN 473:1992). Відмітку якості зварних з'єднань за результатами контролю проводять фахівці 2-го рівня кваліфікації.
Ультразвуковий контроль повинен виконуватися відповідно до "Інструкції з ультразвукового контролю зварених з'єднань при будівництві (монтажі, реконструкції) металевих мостів", розроблювальної за замовленням будівельної організації, погодженою з однією із провідних організацій в області контролю мостових конструкцій і затвердженою у встановленому порядку.
До складу Інструкції повинні входити ТЕХНОЛОГІЧНІ КАРТИ ультразвукового контролю зварних з'єднань по всій товщині основного металу прогонових будов моста.
Неприпустимі дефекти зварних з'єднань
Місце розташування й тип дефекту |
Характеристика неприпустимих дефектів |
1. Поверхневі: 1.1. Тріщини, непровари, несплавки, прожоги 1.2. Пори й жужільні включення 1.3. Напливи 1.4. Підрізи уздовж і дії зусилля
2. Внутрішні: 2.1. Тріщини, непровари, несплавки 2.2. Скупчення або ланцюжок пор або жужільних включень у кількості більше 3-х 2.3. Одиночні пори або жужільні включення |
Будь-якого розміру й орієнтації
Будь-якого розміру й місця розташування
Будь-якого розміру й місця розташування Без виправлень не допускаються. Підрізи глибиною до 1 мм на металі товщиною до 20 мм і глибиною не більше 3% на металі товщиною більше 20 мм, а також місцеві підрізи довжиною до 20% довжини шва при глибині підрізу більше 6% товщини металу дозволяється виправляти зачищенням без попередньої заварки підрізу.
Будь-яких розмірів й орієнтації
Будь-які, у межах чутливості методів неруйнівногоконтролю
25 мм і більше 4% товщини для металу товщиною більше 25 мм;
контролю, припустимі по розмірах, при відстані між ними менш 45 мм;
контролю, припустимі по розмірах і відстані між ними, якщо загальне число дефектів перевищує 4 (чотири) на ділянці шва довжиною 400 мм |