

2.1.9 Выбор варианта технологического маршрута по критерию минимальной себестоимости
Прежде чем принять решение о методах и последовательности обработки отдельных поверхностей детали и составить технологический маршрут изготовления всей детали, необходимо произвести расчеты экономической эффективности вариантов и выбрать из них наиболее рациональный для данных условий производства. Критерием оптимальности является минимум приведенных затрат на единицу продукции [8, с. 80].
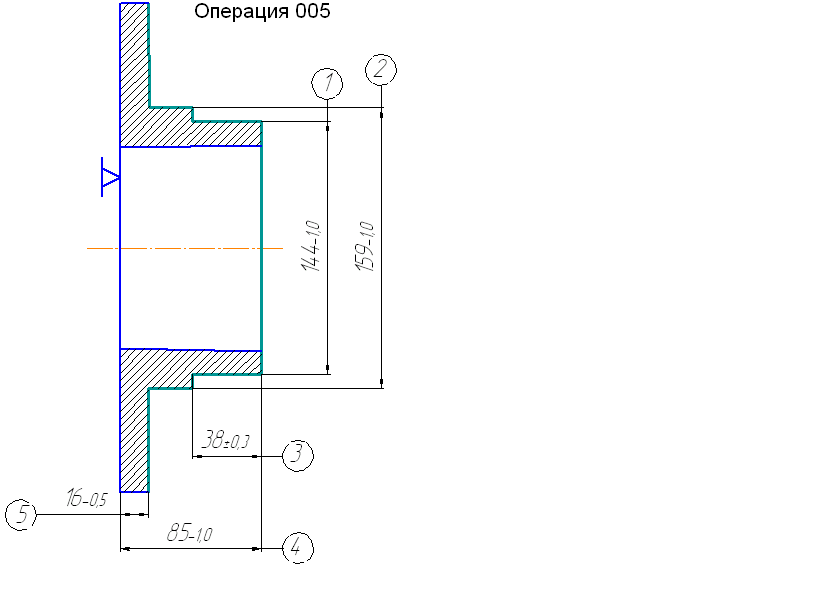
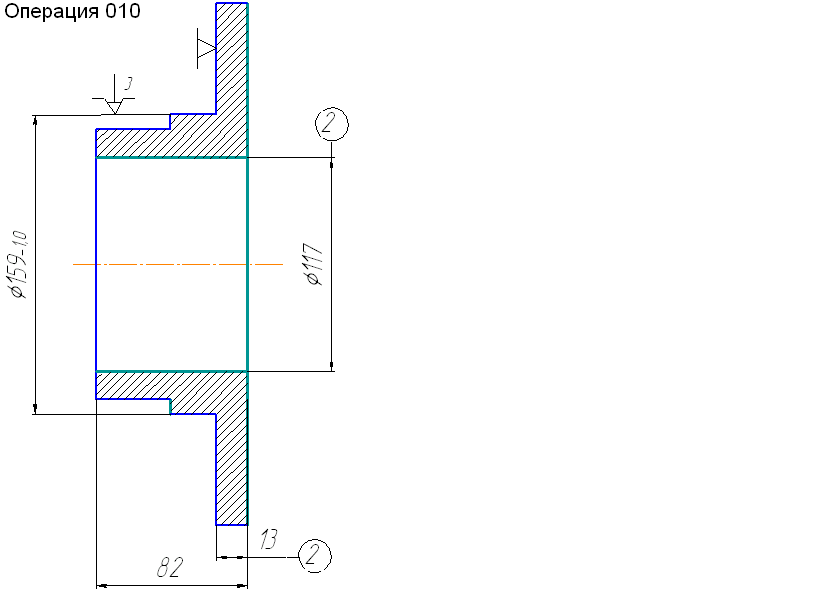
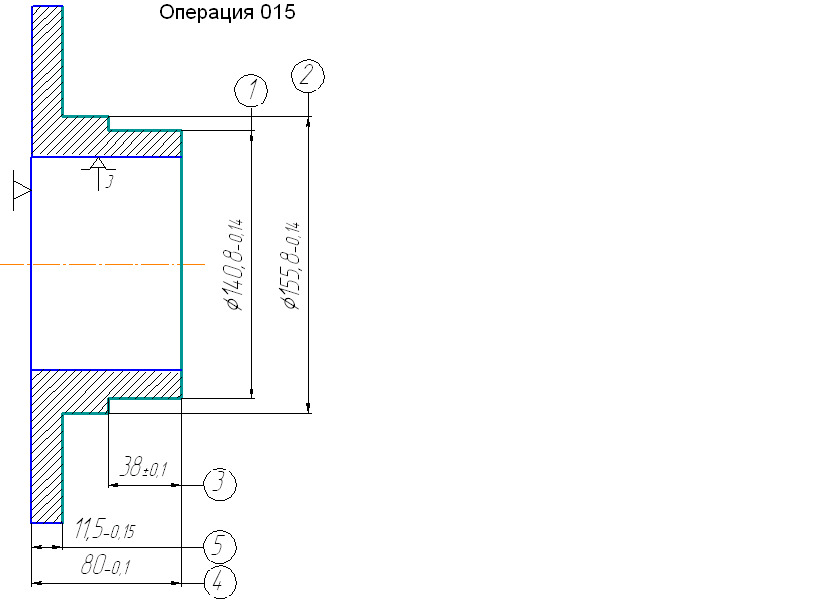
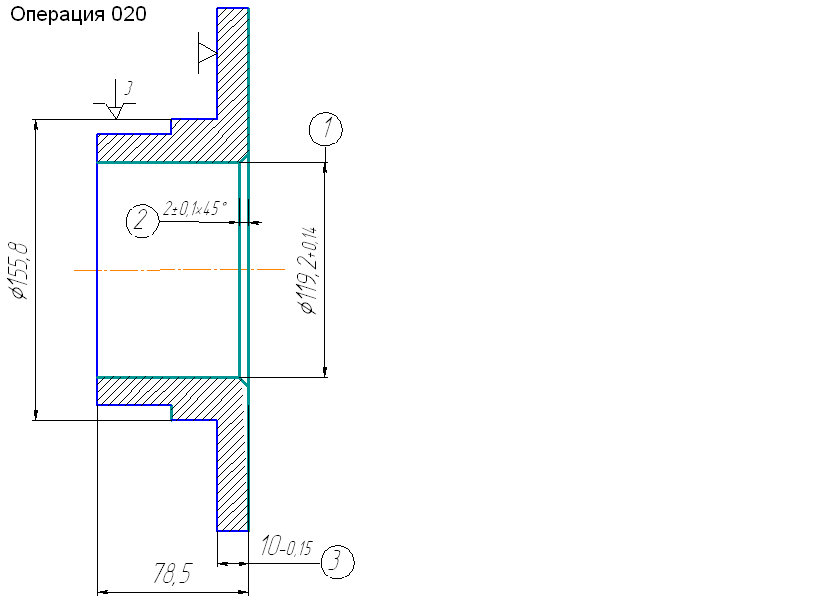
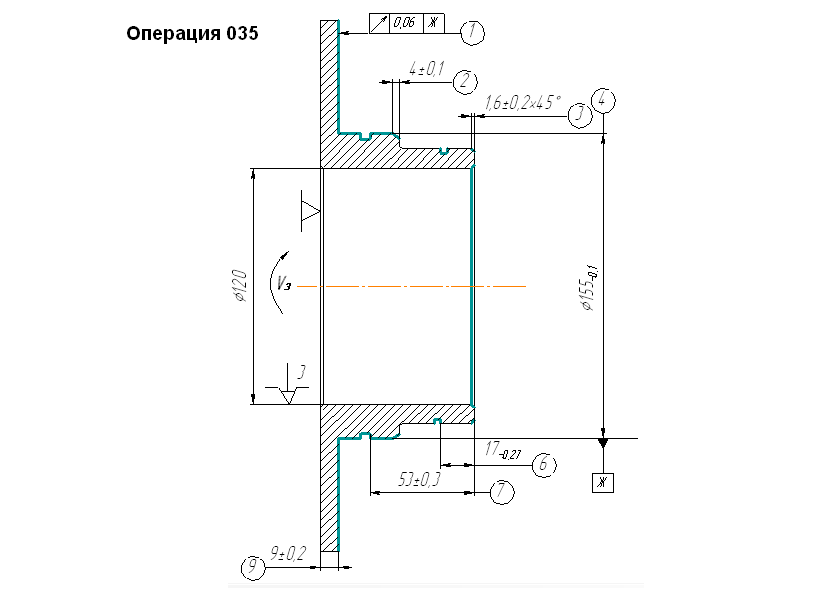
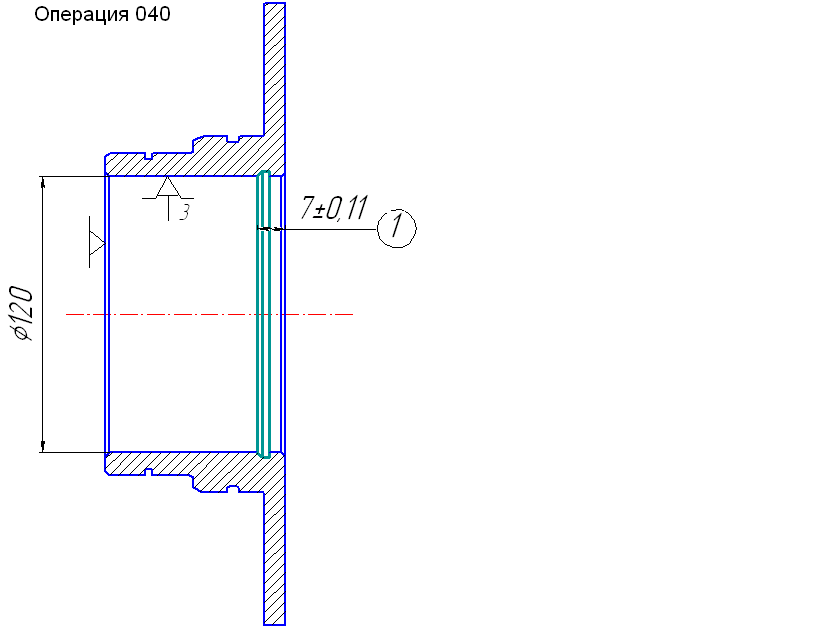
Рисунок 1.2.10 – Эскизы обработки детали на операциях 005,010,015,020,035,040
Для выбора наиболее рационального технологического маршрута рассмотрим два варианта. Отличающимися операциями технологического процесса являются:
по базовому варианту – на операциях 005, 010, 015, 020, 040 обработка поверхностей ведётся на токарных станках модели 16К20, на операции 035 на станке SL-30TB;
по проектному варианту – на операциях 005, 010, 015, 020, 035 и 040 производим обработку поверхностей на токарных станках с ЧПУ модели 16К20Ф3.
Определим себестоимость обработки для операций, в которые вносим изменения [8, с. 80].
Для базового варианта техпроцесса.
Часовые приведенные затраты на операциях 005, 010, 015, 020, 035, 040 определяем по формуле:
SПЗ = SЗ + SЧЗ + EН(KС + KЗ) (2.1.20)
где SЗ – основная и дополнительная зарплаты с начислениями, руб./ч;
СЧ.З – часовые затраты на эксплуатацию рабочего места, руб./ч
ЕН – нормативный коэффициент экономической эффективности капитальных вложений, ЕН = 0,15;
КС, КЗ – удельные часовые капитальные вложения соответственно в станок и здание, руб./ч.
Основная и дополнительная зарплата с начислениями и учетом многостаночного обслуживания определяется по формуле, (руб./ч):

где – коэффициент к часовой тарифной ставке;
СТФ – часовая тарифная ставка станочника-сдельщика соответствующего разряда, руб./ч;
k – коэффициент, учитывающий зарплату наладчика;
y – коэффициент штучного времени, учитывающий оплату труда рабочего при многостаночном обслуживании.
По [8, с. 81] принимаем: = 2,66; СТФ = 1644 руб./ч; k = 1; y =1.
Тогда основная и дополнительная зарплата равна:
SЗ = 2,66·1644·1·1 = 4373 руб./ч.
Часовые затраты на эксплуатацию рабочего места определяются по формуле, (руб./ч):
SЧЗ =
 ·
kМ,
(2.1.22)
·
kМ,
(2.1.22)
где – практические часовые затраты на базовом рабочем месте, руб./ч;
kМ – коэффициент, показывающий, во сколько раз затраты, связанные с работой данного станка, больше, чем аналогичные расходы, связанные с работой базового станка.
По [8, прил. 4] принимаем: = 1338 руб./ч; kМ = 1,3
SЧЗ = 1338·1,3 = 1739 руб./ч
Часовые
затраты на эксплуатацию рабочего места
в случае пониженной загрузки станка
( )
должны быть скорректированы с помощью
коэффициента φ, если станок не может
быть дозагружен.
)
должны быть скорректированы с помощью
коэффициента φ, если станок не может
быть дозагружен.
В этом случае скорректированные часовые затраты, (руб./ч):
где φ – поправочный коэффициент:
где α – удельный вес постоянных затрат в часовых затратах на рабочем месте, 0,38;
 — коэффициент
загрузки станка.
— коэффициент
загрузки станка.
005: ηЗ = 0,1
010: ηЗ = 0,13
015: ηЗ = 0,14
020: ηЗ = 0,13
035: ηЗ = 0,27
040: ηЗ = 0,04
005:
 руб/ч.
руб/ч.
010:
 руб/ч.
руб/ч.
015:
 руб/ч.
руб/ч.
020: руб/ч.
035:
 руб/ч.
руб/ч.
040:
 руб/ч.
руб/ч.
Капитальные вложения в станок и здание определяются по формулам, (руб./ч):
КС = Ц·100/(FД·ηЗ), (2.1.25)
КЗ = А· Цпл.зд.·100/(FД·ηЗ), (2.1.26)
где FД – действительный годовой фонд времени работы станка, FД = 4029 ч;
Ц – стоимость станка;
Цпл.зд. – стоимость 1 м2 площади механического цеха,
Цпл.зд. = 900000 руб;
А= а·kа – производственная площадь, занимаемая станком, с учетом проходов, А = 2,98·3,5 = 10,43 м2;
а – площадь станка в плане, м2, а = 2,98 м2;
kа – коэффициент, учитывающий дополнительную площадь проходов, проездов, kа = 3;
ηЗ – коэффициент загрузки станка, ηЗ = 0,8.
Ц = 21 500 000 руб
КС = 21500000·100/(4029·0,8) = 667040 руб./ч,
КЗ = 10,43·900000·100/(4029·0,8) = 291232 руб./ч.
005: SПЗ = 4373 + 6742 + 0,15(667040 + 291232) = 154856 руб./ч.
010: SПЗ = 4373 + 5400 + 0,15(667040 + 291232) = 153514 руб./ч.
015: SПЗ = 4373 + 5079 + 0,15(667040 + 291232) = 153193руб./ч.
020: SПЗ = 4373 + 5400 + 0,15(667040 + 291232) = 153514руб./ч.
040: SПЗ = 4373 + 15437 + 0,15(667040 + 291232) = 163551 руб./ч.
035: Ц = 246 800 000 руб; А = 3,9·3,5 = 13,65 м2
КС = 246 800 000·100/(4029·0,8) = 7 656 990 руб./ч,
КЗ = 13,65·900000·100/(4029·0,8) = 381143 руб./ч.
SПЗ = 4373 + 3096 + 0,15(7656940 + 381143) = 1 213 190 руб./ч.
Технологическая себестоимость операции механической обработки определяется по формуле:
СО = SПЗ·ТШТ-к/(60·kВ), (2.1.27)
где kВ - коэффициент выполнения норм, kВ = 1,3.
для операции 005: СО = 154856·5,73/(60·1,3) = 11374руб.
для операции 010: СО = 153514·7,26/(60·1,3) = 14289 руб.
для операции 015: СО = 153193·7,85/(60·1,3) = 15418 руб.
для операции 020: СО = 153514·7,28/(60·1,3) = 14328 руб.
для операции 035: СО = 1213190·14,76/(60·1,3) = 229573руб
для операции 040: СО = 163551·2,07/(60·1,3) = 4340 руб.
Таким образом, суммарная технологическая себестоимость заменяемых операций при обработке детали по базовому варианту составит:
СО = 11374+14289+15418+14328+229573+4340 = 289324 руб.
Для проектного варианта
Принимаем: = 2,66; СТФ = 1818 руб./ч; k = 1; y =1; ЕН = 0,15.
Тогда основная и дополнительная зарплата с начислениями и учетом многостаночного обслуживания равна:
SЗ = 2,66·1818·1·1 = 4836 руб./ч.
По [8] принимаем: = 1338 руб./ч; kМ = 1,4.
Тогда часовые затраты на эксплуатацию рабочего места равны:
SЧЗ = 1338·1,4 = 1873 руб./ч
В этом случае скорректированные часовые затраты, (руб./ч):
005:
 руб/ч.
руб/ч.
010:
 руб/ч.
руб/ч.
015:
 руб/ч.
руб/ч.
020:
 руб/ч.
руб/ч.
035:
 руб/ч.
руб/ч.
040:
 руб/ч.
руб/ч.
Капитальные вложения в станок и здание:
FД = 4029 ч; Цпл.зд.= 900000 руб;
а = 8,4 м2; kа = 2,5;
А = 8,4·2,5 = 21м2;
ηЗ = 0,8; Ц = 46 800 000 руб.
КС = 46800000·100/(4029·0,8) = 1451974 руб./ч,
КЗ = 21·900000·100/(4029·0,8) = 586374 руб./ч,
005: SПЗ = 4836 + 8634 + 0,15(1451974 +586374) = 319222 руб./ч.
010: SПЗ = 4836 + 11172 + 0,15(1451974 +586374) = 321760 руб./ч.
015: SПЗ = 4836 + 7114 + 0,15(1451974 +586374) = 317702руб./ч.
020: SПЗ = 4836 + 9694 + 0,15(1451974 +586374) = 320282 руб./ч.
035: SПЗ = 4836 + 3565 + 0,15(1451974 +586374) = 314153 руб./ч.
040: SПЗ = 4836 + 19716 + 0,15(1451974 +586374) = 330304 руб./ч.
Технологическая себестоимость операции механической обработки:
для операции 005: СО = 319222·5,2/(60·1,3) = 21281 руб.
для операции 010: СО = 321760·4/(60·1,3) = 16500 руб.
для операции 015: СО = 317702·6,5/(60·1,3) = 26475 руб.
для операции 020: СО = 320282·4,9/(60·1,3) = 20120 руб.
для операции 035: СО = 314153·16,6/(60·1,3) = 66858 руб.
для операции 040: СО = 330304· 1,7/(60·1,3) = 7200 руб.
Таким образом, суммарная технологическая себестоимость заменяемых операций при обработке детали по проектному варианту составит:
СО = 21281 + 16500+ 26475 + 20120 + 66858 + 7200 = 158434 руб.
Приведенную годовую экономию определим по формуле:

где
 ,
,

технологическая себестоимость
соответственно по базовому и проектному
вариантам, руб;
технологическая себестоимость
соответственно по базовому и проектному
вариантам, руб;
Nг годовая программа выпуска деталей, шт.

Что подтверждает целесообразность использования проектного варианта техпроцесса обработки детали «Крышка».
Таблица 2.1.11 – Принятый технологический процесс изготовления детали «Крышка»
№ операции |
Наименование операции |
Оборудование |
005 |
Токарная с ЧПУ |
16К20Ф3 |
010 |
Токарная с ЧПУ |
16К20Ф3 |
015 |
Токарная с ЧПУ |
16К20Ф3 |
020 |
Токарная с ЧПУ |
16К20Ф3 |
025 |
Внутришлифовальная |
3М227 |
030 |
Круглошлифовальная |
3Т161 |
035 |
Токарная с ЧПУ |
16К20Ф3 |
040 |
Токарная с ЧПУ |
16К20Ф3 |
045 |
Сверлильная |
FSS400 |
050 |
Слесарная |
Слесарная |
055 |
Промывка |
Мойка камерная Н404 |
060 |
Контроль |
Стол контрольный Р684-000 |