

2.1.10 Расчет припусков
Расчёт
припусков выполним для цилиндрической
поверхности
 ,
а на остальные
обрабатываемые поверхности детали
припуски и допуски назначаем по ГОСТ
26645-85. При расчете использовался источник
[8].
,
а на остальные
обрабатываемые поверхности детали
припуски и допуски назначаем по ГОСТ
26645-85. При расчете использовался источник
[8].
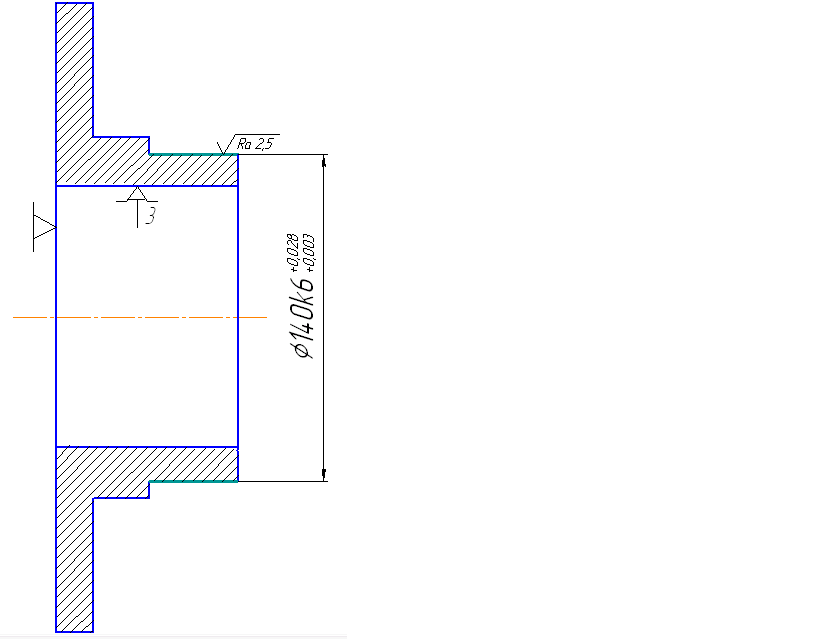
Рисунок 1.2.11 – Эскиз детали
Таблица
2.1.12 – Расчёт припусков и предельных
размеров по технологическим переходам
обработки детали «Крышка» поверхности

-
Технологический
переход
Элемент припуска, мкм
2z
min,
мкм
Расч.
раз-р
dp, мм
Доп.
р-р
δ,
мкм
Предел.
размер, мм
Предел.
припуск, мм
Rz
h
ρ
ε
dmin
dmax
2zmin
2zmax
Литье
600
112
–
–
142,287
4000
142
146
–
–
Точение черновое
50
50
6,7
150
2×712
140,863
1000
141
142
1
4
Точение чистовое
30
30
4,5
120
2×250
140,363
140
140,36
140,5
0,64
1,5
Шлифование
10
20
2,2
80
2×180
140,003
25
140,003
140,028
0,357
0,472
ИТОГО:
1,997
5,972
Технологический маршрут обработки поверхности состоит из трех операций: черновое, чистовое точение и шлифование.
Значение Rz и h характеризующие качество поверхности на первом технологическом переходе Rz1 + h1 = 600 мкм.
Последующие значения будут равны:
Rz2 = 50 мкм; h2 = 50 мкм
Rz3 = 30 мкм; h3 = 30 мкм
Rz4 = 10 мкм; h4 = 20 мкм
Суммарное значение пространственных отклонений для заготовки данного типа определиться по формуле
 ;
(2.1.29)
;
(2.1.29)
 (10.2)
(10.2)
 = 0,7×140=98 мм;
= 0,7×140=98 мм;
 =
0,7×78=54,6мм.
=
0,7×78=54,6мм.

Dк – удельная кривизна заготовок, [8 ,табл.4.29].
Остаточные пространственные отклонения:
после чернового
обтачивания
 1=0,06×112=6,7
мкм
1=0,06×112=6,7
мкм
после чистового обтачивания 2=0,04×112=4,5 мкм
Погрешность установки заготовки:
ε =

Для чернового точения: εз=150; εб=0;
ε =
 =150;
=150;
Для чистового точения: εз=120; εб=0;
ε =
 =120;
=120;
Для шлифования: εз=80; εб=0;
ε =
 =80;
=80;
Минимальное значение межоперационных припусков:
2z
min = 2( +
hi-1+
+
hi-1+ )
(2.1.31)
)
(2.1.31)
2z min1 = 2(600+112) = 2×712 мкм.
2z
min2 = 2(50+50+ )
= 2×250 мкм.
)
= 2×250 мкм.
2z
min3 =
2(30+30+ )
= 2×180 мкм.
)
= 2×180 мкм.
Расчётный диаметр:
dp4 = 140,003 мм;
dp3 = 140,003 + 2×0,18 = 140,363 мм;
dp2 = 140,141 + 2×0,250 = 140,863 мм;
dp1 = 140,581 + 2×0,712 = 142,287 мм;
Наибольший предельный диаметр:
D maxi = Dmini + δi (2.1.32)
D max3 = 140,003 + 0,025 = 140,028 мм.
D max2 = 140,36 + 0,14 = 140,5 мм.
D max1 = 141 + 1 = 142 мм.
D заг = 142 + 4 = 146 мм.
Предельные значения припусков:
2 =
=
 -
-
 (2.1.33)
(2.1.33)
2z min1 = 142 – 141 = 1 мм;
2z min2 = 141 – 140,36 = 0,64 мм;
2z min3 = 140,36 – 140,003 = 0,357 мм.
2 =
=
 -
-
 (10.7)
(10.7)
2z max1 = 146– 142 = 4 мм;
2z max2 = 142 – 140,5 = 1,5 мм;
2z max3 = 140,5 – 140,028 = 0,472 мм.
Определяем общий номинальный припуск:

где HDз, HDд – нижнее предельное отклонение размера заготовки и детали соответственно, мм.

Проверяем правильность выполнения расчетов:
Zо max – Zо min = dз – dд; (2.1.35)
2z max1 − 2z min1 = 4 – 1= 3 мм; δ1− δ2 = 4 – 1= 3 мм.
2z max2 − 2z min2 = 1,5 – 0,64 = 0,86 мм; δ2 – δ3 = 1 – 0,14 = 0,86 мм.
2z max3 − 2z min3 = 0,472– 0,357= 0,115 мм; δ3 – δ4 = 0,14 – 0,025= 0,115 мм.
Следовательно, расчёты выполнены верно.
Строим схему расположения операционных припусков и допусков.

Рисунок 1.2.12 – Схема расположения операционных припусков и допусков