

2.1.7 Выбор технологических баз и оценка точности базирования
Схема базирования и закрепления, технологические базы, опорные и зажимные элементы и устройства приспособления должны обеспечить определенное положение заготовки относительно режущих инструментов, надежность ее закрепления и неизменность базирования в течение всего процесса обработки при данной установке [8, с. 76].
При выборе баз следует учитывать основные принципы базирования:
принцип постоянства баз;
принцип совмещения (единства) баз.
Для оценки точности базирования, необходимо рассмотреть способы базирования заготовки на различных операциях.
На операциях 005 – 035, 040 заготовка устанавливается в трехкулачковом патроне с упором в торец (рисунок 1.2.7).
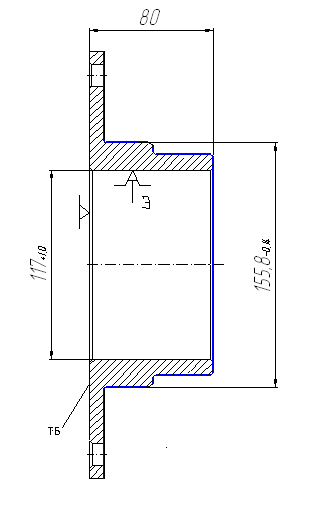
Рисунок 1.2.7 - Схема базирования заготовки в патроне
Т.к. патрон самоцентрирующий, то его ось совпадает с осью детали и эта ось является одновременно и измерительной и технологической базой. Следовательно, погрешность базирования диаметральных размеров равна 0 (б = 0 мкм).
Технологическая и измерительная базы совпадают, поэтому для линейных размеров погрешность базирования равна 0 (б = 0 мкм).
На операции 045 – сверлильной на станке модели FSS400 заготовка устанавливается на специальную подставку (рисунок 1.2.8). В данном случае погрешность базирования ровна половине допуска на размер ∅155-0,1, т.е. б = 0,1/2=0,05мкм.
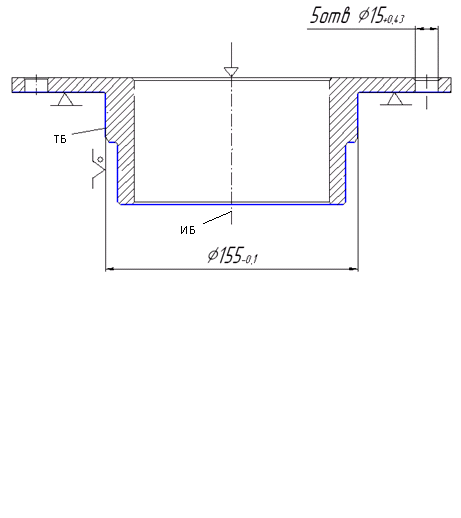
Рисунок 1.2.8 - Схема базирования заготовки на подставке
На основе проведеного анализа, можно сделать следующие выводы: практически на всех операциях заготовка базируется в патроне, что позволяет при обработке обеспечивать высокую точность размеров и формы детали, т.к. погрешность базирования равна нулю. Так же все схемы базирования позволяют обеспечить свободный доступ инструмента к обрабатываемой поверхности.
2.1.8 Выбор методов обработки
Выбор метода обработки зависит от конфигурации детали, ее габаритов, точности и качества обрабатываемых поверхностей, вида принятой заготовки. Окончательное формообразование, размеры и качество обработанных поверхностей в машиностроении преимущественно достигаются обработкой резанием.
Решение задач выбора метода и конкретного вида обработки облегчается при использовании справочных таблиц экономической точности обработки, в которых содержатся сведения о технологических возможностях обработки резанием различными методами [8, с. 79].
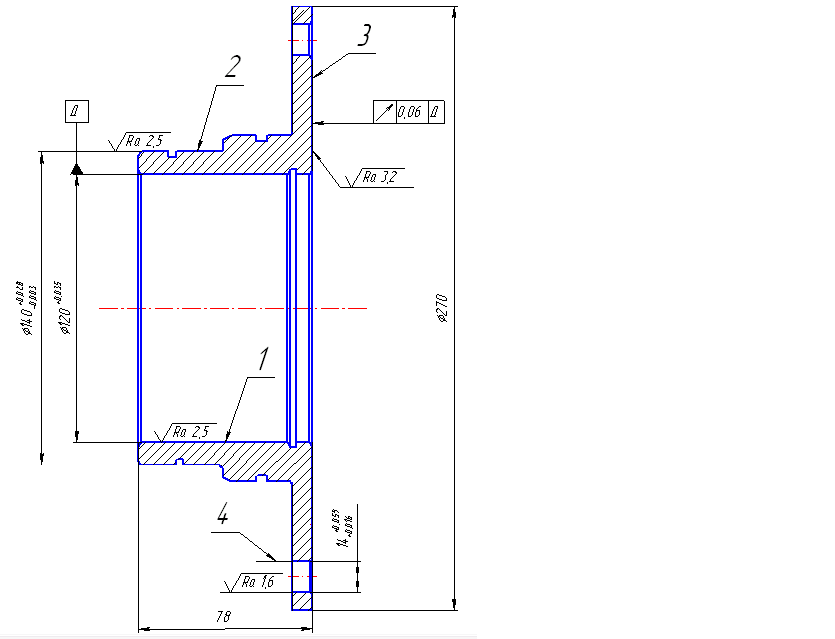
Рисунок 1.2.9 – Эскиз детали
Обработка отверстия
 (рисунок
1.2.9).
(рисунок
1.2.9).
Хонингование.
Хонингование применяют для повышения точности формы и размеров, снижения шероховатостей поверхностей в условиях серийного и массового производства после операции растачивания, шлифования, развертывания и протягивания. Этот метод достаточно дорогостоящий и продолжительный.
Тонкое растачивание
Тонкое растачивание широко применяется для точной обработки отверстий в корпусных деталях особенно нежестких, так как при этой обработке возникают небольшие силы резания и деформации обрабатываемых деталей под действием этих сил и сил зажимов получаются небольшими. Растачивание цилиндрических отверстий резцом в отличие от сверления и зенкерования позволяет получить лучшую прямолинейность оси отверстия и более высокую точность размеров.
Шлифование
Шлифование ― это процесс резания материалов с помощью абразивного материала, режущими элементами которого являются абразивные зерна. Шлифование применяется как для черновой, так и для чистовой и отделочной обработки. При шлифовании главным движением является вращение режущего инструмента с очень большой скоростью. Чаще всего в качестве шлифовального инструмента пользуются шлифовальные круги. Абразивные зерна расположены в круге беспорядочно и удерживаются связующим материалом. Каждое абразивное зерно работает как зуб фрезы, снимая стружку.
В данном случае наиболее оптимальным методом обработки отверстия (поверхность 1) и торца (поверхность 3) может служить шлифование. Так как станок 3М227 имеет два шлифовальных круга (для внутреннего шлифования и для шлифования торца), то использование этого станка может обеспечить перпендикулярность отверстия и торца.
Для поверхности 2 также оптимальным методом обработки является шлифование, которое обеспечит необходимую точность.
Отверстие малого диаметра (поверхность 4) получаем сверлением с последующим зенкерованием и развертыванием.
Все остальные поверхности, так как к ним не предъявляются высокие точностные требования, можно получить резанием.