

Шестигранные гайки нормальной точности
Размеры, мм
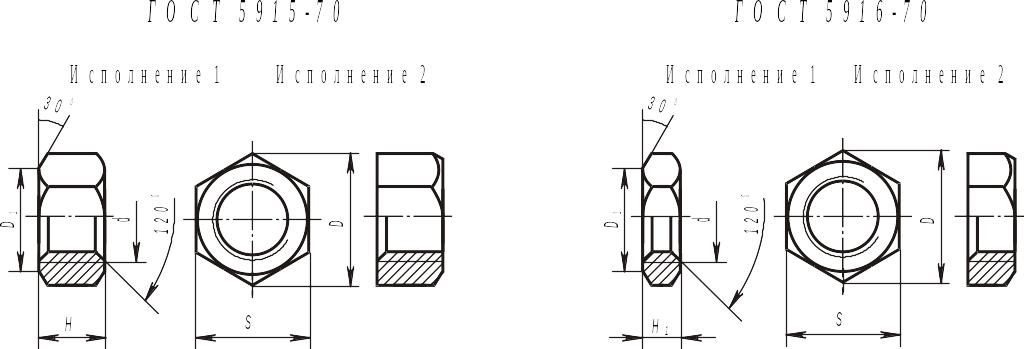
Рис. 7. Шестигранные гайки нормальной точности
Таблица 11
Шестигранные гайки нормальной точности
Резьба d |
2 |
2,5 |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
16 |
20 |
24 |
30 |
36 |
42 |
48 |
||
Шаг резьбы |
Крупный мелкий |
0,4 – |
0,45 – |
0,5 – |
0,7 0,5 |
0,8 0,5 |
1,0 0,75 |
1,25 1,0 |
1,5 1,25 |
1,75 1,25 |
2 1,5 |
2,5 1,5 |
3 2 |
3,5 2 |
4 3 |
4,5 3 |
5 3 |
|
S отклонение |
4 |
5 |
5,5 |
7 |
8 |
10 |
13 |
17 |
19 |
24 |
30 |
36 |
46 |
55 |
65 |
75 |
||
-0,3 |
-0,36 |
-0,43 |
-0,52 |
-1,0 |
-1,2 |
|||||||||||||
S1 отклонение |
– |
– |
– |
– |
– |
– |
12 |
14 |
17 |
22 |
27 |
32 |
41 |
50 |
60 |
70 |
||
-0,43 |
-0,52 |
-1,0 |
-1,2 |
|||||||||||||||
D |
4,4 |
5,5 |
6 |
7,7 |
8,8 |
10,9 |
14,2 |
18,7 |
20,9 |
26,5 |
33,3 |
39,6 |
50,9 |
60,8 |
72,1 |
83,4 |
||
D1 |
– |
– |
– |
– |
– |
– |
13,1 |
15,3 |
18,7 |
24,3 |
29,9 |
35 |
45,2 |
55,4 |
66,4 |
77,7 |
||
H отклонение |
– |
– |
– |
– |
– |
5 |
6,5 |
8 |
10 |
13 |
16 |
19 |
24 |
29 |
34 |
38 |
||
-0,75 |
-0,90 |
-1,10 |
-1,30 |
-1,68 |
||||||||||||||
Н1 отклонение |
1,2 |
1,6 |
2,0 |
2,5 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
12 |
14 |
16 |
18 |
||
-0,4 |
-0,75 |
-0,90 |
-1,1 |
|||||||||||||||
Примечание: Пример обозначения гайки исполнения 1, диаметром резьбы d = 12 мм, с крупным шагом резьбы с полем допуска 7Н, класса прочности 5, без покрытия: Гайка М12.5 ГОСТ 5915-70; то же, исполнения 2, с мелким шагом резьбы с полем допуска 6Н, класса прочности 12, из стали 40Х, с покрытием 01 толщиной 6 мкм: Гайка 2М12*1,25.6Н.12.40Х.016 ГОСТ 15522-70 |
||||||||||||||||||
Рис. 8. Шайбы
стопорные с носком
Таблица 12
Шайбы стопорные с носком (из ГОСТ 13465-77)
Диаметр резьбы |
d1 (пред. откл. по Н12) |
D |
H |
L1 (пред. откл. по js15) |
S |
r |
r1 |
|
L |
L2 |
В1 (пред. откл. по h14) |
R |
Масса 1000 шт, кг |
пред. откл. по h14 |
пред. откл. по js15 |
||||||||||||
3 4 5 |
3,2 4,3 5,3 |
5,5 7 8 |
4 5 6 |
5 6 7,5 |
0,5 |
0,5 |
0,5 |
0,25 0,3 0,3 |
7,5 8,5 10 |
4,5 5,5 7 |
2,4 2,4 3,4 |
1 |
0,124 0,166 0,232 |
6 8 10 |
6,4 8,4 10,5 |
10 14 17 |
7,5 9 10 |
9 11 13 |
0,8 1,0 1,0 |
0,5 0,5 1,2 |
0,5 1 1 |
0,3 |
11,5 12,5 14 |
7,5 8,5 10 |
3,4 3,4 4,4 |
0,524 1,061 1,468 |
|
12 (14) 16 |
13 15 17 |
19 22 24 |
12 12 15 |
15 17 20 |
1,0 |
1,2 |
2 |
0,4 |
16 18 20 |
12 12 15 |
4,4 4,4 5,4 |
1,6 |
1,667 2,051 2,579 |
(18) 20 (22) |
19 21 23 |
27 30 32 |
18 18 20 |
22 24 25 |
1,0 |
1,2 1,2 1,6 |
2 2 3 |
24 24 26 |
18 18 20 |
6 6 7 |
3,363 3,888 4,307 |
||
24 (27) 30 |
25 28 31 |
36 41 46 |
20 24 26 |
28 30 32 |
1,0 1,6 1,6 |
1,6 |
3 |
26 28 32 |
20 22 25 |
7 8 11 |
1,6 2 2 |
5,359 11,03 13,76 |
|
36 42 48 |
37 43 50 |
55 65 75 |
30 36 40 |
38 42 50 |
1,6 |
2 |
4 |
0,5 |
38 44 50 |
30 36 40 |
11 11 12 |
2 |
19,76 27,17 40,23 |
Примечание: Пример обозначения стопорной шайбы с диаметром резьбы 10 мм, из материала группы 01, с покрытием 01 толщиной 6 мкм: Шайба 10.01.016 ГОСТ 13463-77; то же с предельным отклонением по В12, из материала группы 01, с покрытием 05: Шайба 10.В12.01.05 ГОСТ 13465-77. |
|||||||||||||

а б в
Рис. 9. Переходные участки вала в виде галтелей
Таблица 13
Размеры галтелей переходных участков валов
-
d
12...19
20...28
30...48
50...75
80...125
130...180
190...320
r
1
1,6
2
2,5
3
4
5
R, c1
1,6
2
2,5
3
4
5
6
Примечание: Переходные участки валов выполняют в виде галтелей для снижения концентрации напряжений (повышения усталостной прочности).
Таблица 14
Размеры посадочных мест подшипников качения, мм
-
rп
0,5
1
1,5
2
2,5
3
3,5
4
5
r, менее
0,3
0,6
1
1
1,5
2
2
2.5
3
h, более
1
2,5
3
3,5
4,5
5
6
7
9
Примечание: Высота h, если уступ служит для осевой фиксации подшипника, должна быть меньше толщины внутреннего кольца подшипника на величину, достаточную для размещения лапок съемника при демонтаже.

а б в
Рис. 10. Канавки для выхода шлифовального круга:
а, б – для шлифования цилиндрической поверхности вала;
в – для шлифования цилиндрической поверхности и торца уступа
Таблица 15
Размеры канавок для выхода шлифовального круга, мм
d |
10...50 |
50... 100 |
Свыше 100 |
d1 |
d – 0,5 мм |
d –1 мм |
d – 1 мм |
b |
3 |
5 |
8; 10 |
h |
0,25 |
0,5 |
0,5 |
r |
1 |
1,6 |
2;3 |
r1 |
0,5 |
0,5 |
1 |
Примечание: Канавки для выхода шлифовального круга вызывают более высокую концентрацию напряжений, чем галтели. Переходы такими канавками поэтому выполняют при значительном запасе прочности вала. Для исключения осевых зазоров длину посадочного участка вала выполняют несколько меньше длины ступицы насаживаемой детали. |
|||

а б в
Рис. 11. Фаски (а), скосы (б) и переходные участки (в)
Таблица 16
Размеры фасок и скосов
d, мм |
30...45 |
45...70 |
70...100 |
100... 150 |
с, мм |
2 |
2,5 |
3 |
4 |
а, мм |
3 |
5 |
5 |
8 |
α, град |
30 |
30 |
30 |
10 |
Примечание: Для удобства монтажа участок вала под посадку с натягом должен иметь скосы и фаски. Если участок вала не имеет упорных буртиков, то его диаметр рекомендуют принимать на 5 % меньше посадочного диаметра. |
||||

Рис. 12. Канавки для выхода резьбонарезного инструмента
Таблица 17
Размеры канавок разных типов для выхода резьбонарезного инструмента
и под язычок стопорной многолапчатой шайбы, мм
-
Шаг
резьбы
Тип I
Tип II
d3
b
r
b
r
1,0
3,0
1,0
3,6
2,0
d – 1,5 мм
1,25
4,0
1,0
4,4
2,5
d – 1,8 мм
1,5
4,0
1,0
4,6
2,5
d – 2,2 мм
1,75
4,0
1.0
5,4
3,0
d – 2,5 мм
2,0
5,0
1,5
5,6
3,0
d – 3,0 мм
Примечание: У канавок типа I радиус скоса r1 = 0,5 мм.