

2.5. Схемы технологических процессов капитального ремонта автомобилей и их составных частей
Технологический процесс капитального ремонта полнокомплектного грузового автомобиля включает работы, перечисленные на рис. 2.1. С принятого в ремонт автомобиля снимают аккумуляторную батарею, приборы систем питания, электрооборудования и направляют его на склад ремонтного фонда, откуда по мере необходимости автомобили подают в разборочно-моечный цех. Буксиром или с помощью тяговой цепи автомобиль устанавливают на конвейер, по которому он проходит рабочее место наружной мойки, а затем предварительной разборки, где с него снимают платформу, колеса, кабину и топливные баки. Снятые части направляют для ремонта на соответствующие производственные участки.
Шасси автомобиля повторно моют и в специальные резервуары сливают масло из картеров двигателя, коробки передач, ведущих мостов, механизмов управления. Затем шасси перемещают по конвейеру на рабочие места полной разборки, где с него снимают механизмы управления, силовой агрегат, карданные валы, передний и задний мосты, части подвески и тормозной привод. Снятые механизмы и раму автомобиля моют и направляют для ремонта на соответствующие участки.
Агрегаты, снятые с автомобиля или поступающие в КР как товарная продукция, проходят наружную мойку и поступают на разборку. После разборки агрегатов наружные и внутренние поверхности деталей моют и очищают от нагара, накипи, старой краски, продуктов коррозии, коксовых и смолистых отложений. При дефектации детали разделяют на три группы: утильные (восстановление которых технически невозможно или экономически нецелесообразно), годные без ремонта (износ которых не превысил допустимого значения, регламентированного техническими условиями) и требующие восстановления. Детали последней группы восстанавливают различными способами и после контроля передают на комплектование, где их подбирают в комплекты и передают на сборку агрегатов.
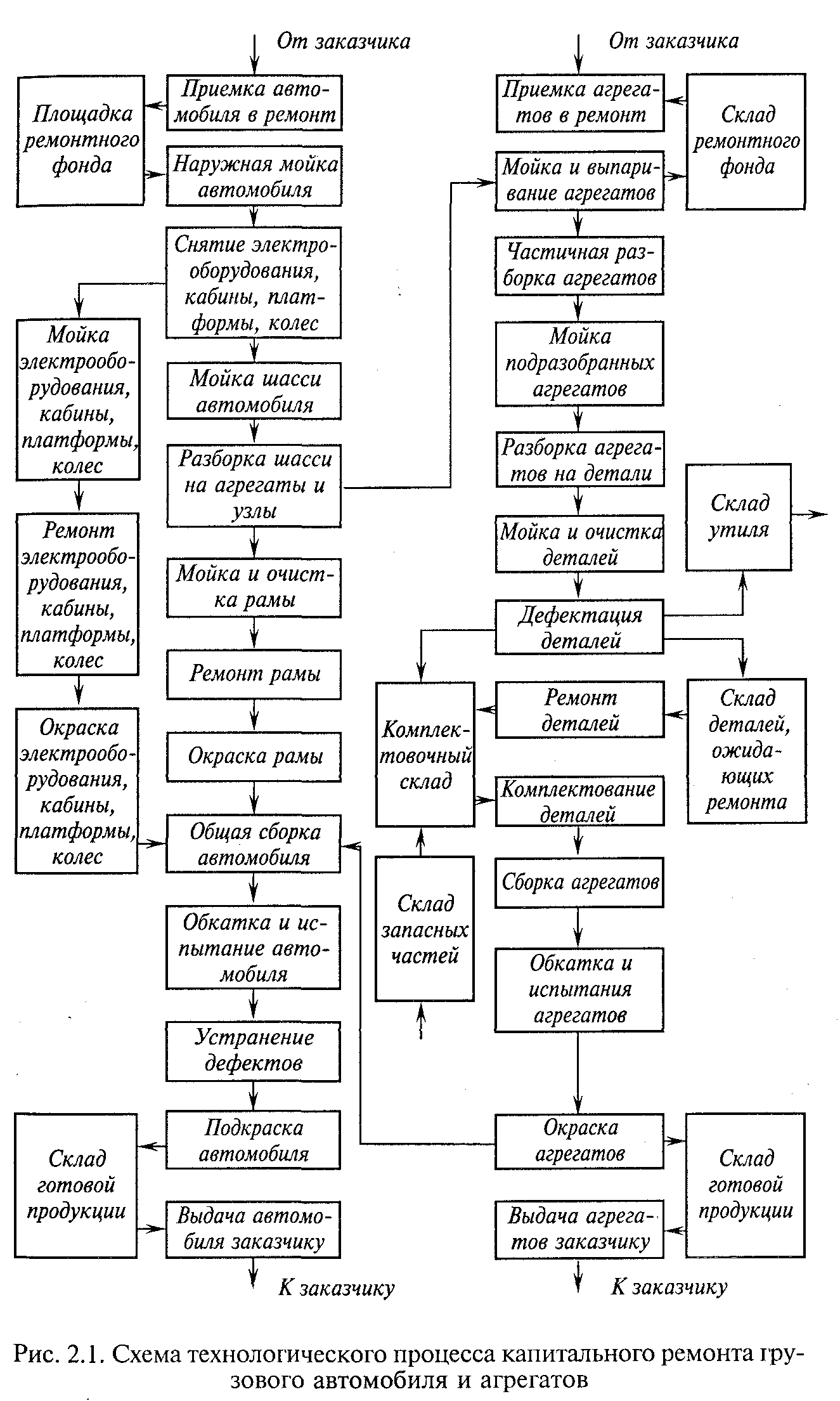
Двигатели обычно собирают на поточных линиях, другие агрегаты — на специализированных рабочих местах. Собранные агрегаты испытывают и после устранения обнаруженных дефектов окрашивают. Агрегаты, принятые отделом технического контроля (ОТК), поступают на конвейер для сборки автомобилей или на склад готовой продукции, откуда выдаются заказчикам.
Автомобиль после общей сборки заправляют топливом и испытывают пробегом или на стенде с беговыми барабанами. Во время испытаний регулируют механизмы и устраняют обнаруженные неисправности. При необходимости автомобиль моют, подкрашивают, после чего сдают заказчику.
2.6. Схема технологического процесса централизованного ремонта по техническому состоянию
Ремонт по техническому состоянию может выполняться на автотранспортном предприятии (АТП) и централизованном специализированном производстве (ЦСП). В первом случае перечень технологических операций ремонта определяется для каждого отдельно взятого агрегата, т. е. ремонт выполняется в условиях единичного производства по единичным технологиям. Во втором случае подобная организация производства неоправданна, так как при механическом переносе принципов организации ремонта по техническому состоянию из АТП в ДСП централизация позволяет несколько повысить загрузку технологического оборудования и исполнителей, однако практически не вносит в технологический процесс ремонта изменений, которые бы его качественно улучшили. ДСП может быть организовано при авторемонтном заводе либо как самостоятельное хозрасчетное предприятие.
Централизованный ремонт по техническому состоянию (ЦРТС) основывается на принципах серийного производства и характеризуется широким использованием типовых технологических процессов. Его суть состоит в том, что каждому агрегату по результатам предремонтного диагностирования, которое может проводиться перед отправкой агрегата в ремонт (до снятия с автомобиля) либо при его приемке в ремонт (на испытательном стенде), назначается один из заранее разработанных технологических маршрутов типового технологического процесса ремонта. Это сопровождается некоторым увеличением объемов разборочно-сборочных работ ввиду неполного соответствия, с одной стороны, фактических сочетаний дефектов агрегатов, направленных по соответствующему технологическому маршруту, а с другой — сочетания дефектов, устранение которых предусмотрено данным маршрутом. Однако оно будет компенсироваться сокращением объема контрольно-диагностических операций, так как в этом случае не требуется локализация всех дефектов агрегата, а достаточно установить наличие или отсутствие только тех дефектов, которые определяют распределение агрегатов по технологическим маршрутам.
Эффективность и качество ЦРТС в значительной степени зависят от используемых методов и средств технического диагностирования. Однако при предремонтном диагностировании неизбежны значительные по величине ошибки типа «ложная неисправность» (ошибки 1-го рода) и «пропуск неисправности» (ошибки 2-го рода). Повысить достоверность распознавания технического состояния ремонтируемого агрегата и правильность назначения технологического маршрута ремонта можно путем введения дополнительных контрольно-диагностических операций непосредственно в процесс разборки агрегата (операционного контроля разборочного процесса).
Кроме того, при операционном контроле появляется возможность локализации таких неисправностей, которые принципиально не могут быть выявлены при предремонтном диагностировании. Определение технического состояния частично разобранного агрегата также позволяет исключить искажающие влияния на определяемый диагностический параметр некоторых структурных параметров. Например, значения утечек сжатого воздуха, определяемые с помощью пневмотестера при снятой головке цилиндров, будут определяться только зазорами между гильзами цилиндров и юбками поршней, между компрессионными кольцами и стенками канавок поршней. При пневмотестировании же двигателя в сборе невозможно исключить влияние на измеряемый диагностический параметр неплотностей клапанов и дефектов прокладки головки цилиндров.
Схема технологического процесса централизованного ремонта автомобильных агрегатов по техническому состоянию показана на рис. 2.2. Каждый поступающий в ЦРТС агрегат характеризуется имеющимся у него q-м сочетанием дефектов из множества Q (q = 1, ..., Q) сочетаний дефектов, устранимых на данном предприятии. По результатам предремонтного диагностирования агрегату с q-м сочетанием дефектов назначается k-й технологический маршрут ремонта из множества K (k= 1, ..., К) технологических маршрутов, выполняемых на предприятии, причем К < Q, и в один маршрут могут объединяться агрегаты со сходными сочетаниями дефектов.
Агрегаты в соответствии с назначенными им технологическими маршрутами распределяются по специализированным рабочим местам, множество которых R (r = 1, ..., R) достаточно для выполнения годового объема работ, причем на одном рабочем месте может выполняться один или несколько технологических маршрутов. В ходе разборки агрегатов выполняется операционный контроль, результаты которого могут подтвердить или опровергнуть правильность назначенного технологического маршрута. В первом случае выполняется весь комплекс разборочно-сборочных работ, предусмотренных технологическим маршрутом, после чего агрегат поступает на обкатку и испытания (приемочный контроль). В случае ошибочного назначения технологического маршрута по результатам операционного контроля агрегату назначается другой маршрут, выполняемый на этом же (штриховая линия) или другом рабочем месте (штрихпунктирная линия).
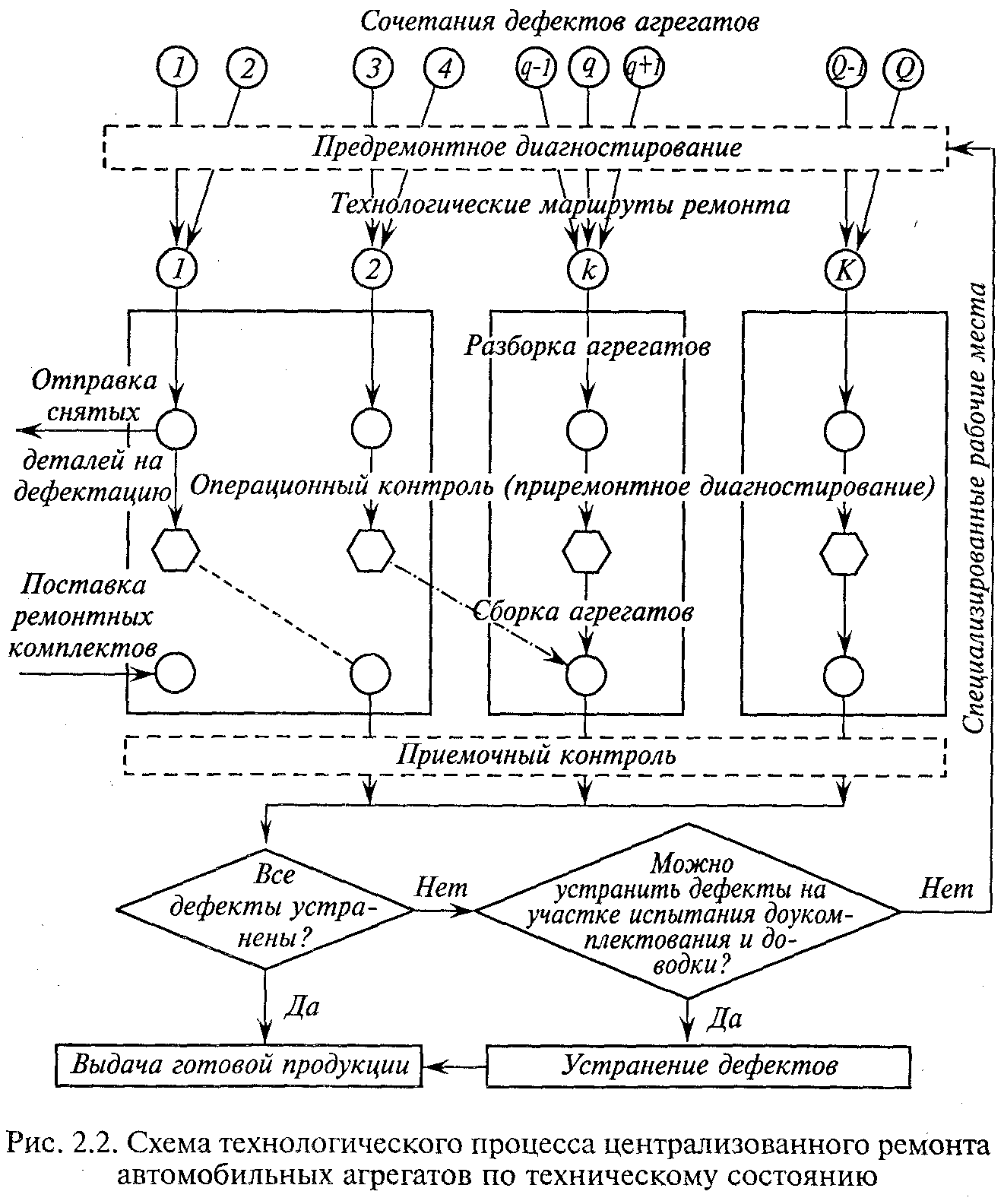
Детали, снятые в соответствии с выполняемым технологическим маршрутом, направляются на дефектацию, а на рабочие места подаются ремонтные комплекты (комплекты деталей, необходимые и достаточные для выполнения ремонта по назначенному технологическому маршруту). Восстановление деталей производится на специализированных участках АРП.
В случае обнаружения дефектов отремонтированных агрегатов при приемочном контроле они либо устраняются на участке испытания, доукомплектования и доводки агрегатов, либо, если это технически невозможно или экономически нецелесообразно в связи с большим объемом дополнительных работ, агрегат направляется в повторный ремонт. Соответствующий техническим условиям на приемку агрегат направляется на склад готовой продукции или выдается заказчику.