

Расчет параметров пневмоцилиндра (гидроцилиндра). Исходные данные: q или d, t или V, l, р
-
Параметры
Расчетная формула
Условные обозначения
Площадь (F), см2: поршня
штоковой полости
F1=0,01*0,785D2
F2=0,01*0,785(D2-d2)
D — диаметр цилиндра, мм; d — диаметр штока, мм
Усилие (Q), H: толкающее тянущее
Q1=100F1p
Q2=100F2p
р — расчетное давление: для воздуха — 0,5 МПа, для жидкости — 10 МПа; т) — механический КПД: для воздуха — 0,85. ..0,95, для жидкости — 0,90. ..0,96
Диаметр цилиндра (D), мм

-
Скорость движения (v) поршня (рабочий или холостой ход), м/с
v =L/1000t
L — ход поршня, мм; t — время движения поршня, с
Время движения (t) поршня (рабочий или холостой ход), с
t= L/(1000v)
-
Расход воздуха (жидкости) за ход рабочий или холостой (V), л/мин
V=6Fv
-
Внутренний диаметр трубопровода
(dТ), мм

w— скорость движения воздуха (жидкости) в трубопроводе, м/с: для воздуха — 17 м/с, для жидкости — 5... 6 м/с
привод компактен в осевом направлении и несколько развит в радиальном; требования к чистоте и точности обработки деталей привода (кроме штока) невысокие; явления прилипания отсутствуют; диафрагменный привод очень чувствительный; правильно выполненная и эксплуатируемая диафрагма выдерживает не менее 500 тыс. циклов работы (для специальных диафрагм); утечки сжатого воздуха совершенно отсутствуют на протяжении всего периода эксплуатации, вплоть до полного износа (разрыва) диафрагмы; стоимость изготовления ниже поршневого.
На рис. 28.2 приведена конструкция пневмокамеры, которая представляет собой силовой узел одностороннего действия и который состоит из двух штампованных чашек 2 и б, между которыми зажата резинотканевая диафрагма 4. При впуске сжатого воздуха в полость 5 диафрагма оказывает давление на шайбу 3 штока 7 и перемещает его вниз. При обратном движении штока под давлением пружин /диафрагма становится выпуклой. Толщина диафрагмы Н= 4... 10 мм.
В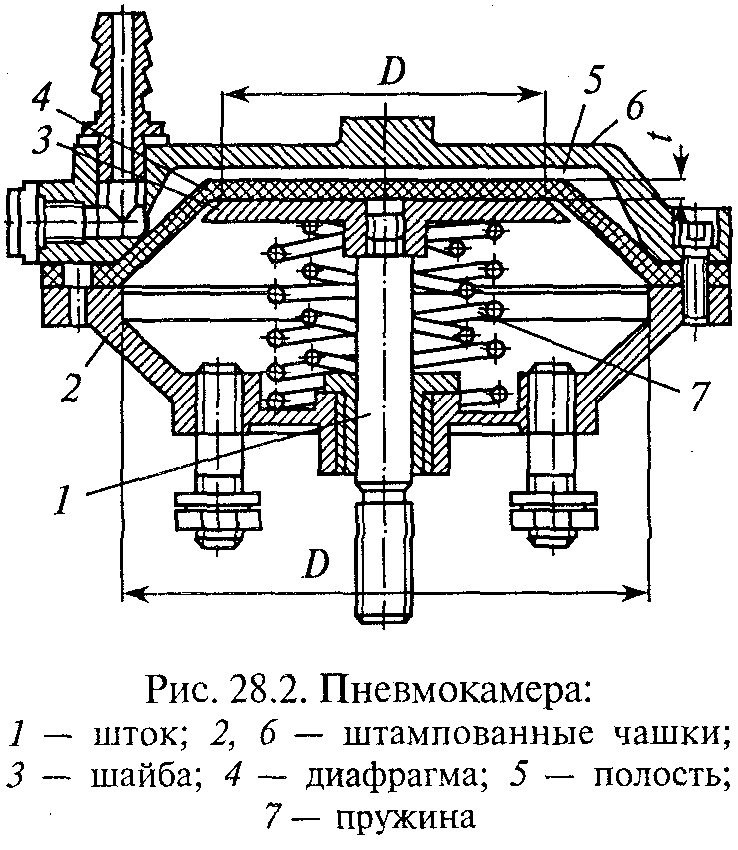 еличина
усилия на штоке диафрагменных пневмокамер
изменяется
по мере движения штока и зависит от
расчетного диаметра D,
толщины
диафрагмы Н,
ее
материала и конструкции, а также
диаметра
опорной шайбы. Обычно выбирается такая
длина хода штока, при
которой на нем не происходит резкого
изменения усилия. Приближенный
расчет усилия Q
на
штоке пневмокамер двустороннего
действия и значения усилий при; р = 0,4
МПа приведены в табл. 28.2.
Для определения усилия на штоке
диафрагменных пневмокамер одностороннего
действия следует вычесть значения
усилия возвратной
пружины Т.
Для
пневмокамер двустороннего действия
Т=
0.
еличина
усилия на штоке диафрагменных пневмокамер
изменяется
по мере движения штока и зависит от
расчетного диаметра D,
толщины
диафрагмы Н,
ее
материала и конструкции, а также
диаметра
опорной шайбы. Обычно выбирается такая
длина хода штока, при
которой на нем не происходит резкого
изменения усилия. Приближенный
расчет усилия Q
на
штоке пневмокамер двустороннего
действия и значения усилий при; р = 0,4
МПа приведены в табл. 28.2.
Для определения усилия на штоке
диафрагменных пневмокамер одностороннего
действия следует вычесть значения
усилия возвратной
пружины Т.
Для
пневмокамер двустороннего действия
Т=
0.
Типовая схема включения пневмоцилиндра приведена на рис. 28.3. Сжатый воздух из сети через вентиль 10 поступает в фильтр-влагоотделитель 9. Для понижения давления сжатого воздуха, поступающего из пневмосети, до заданного предназначен редукционный клапан 8. Контроль давления сжатого воздуха, подаваемого в пневмоцилиндр, осуществляется с помощью манометра 7. Маслораспылитель б обеспечивает подачу смазочной жидкости в поток сжатого воздуха.
Таблица 28.2 Усилие на штоке диафрагменных пневмокамер, Н
-
Тип
диафрагмы
Положение диафрагмы
Расчетная формула
Условные обозначения
Резинотканевая
Близкое к исходному
Q=0,196(D+d)2p-T
D — рабочий диаметр диафрагмы, мм; d — наружный диаметр опорной шайбы, мм; N — усилие от возврата пружины, Н
При ходе: 0,3D — для тарельчатой; 0,7 D — для плоской
Q=0,147(D+d)2p-T
Резиновая
Близкое к исходному
Q = 0,785d2p - T
При ходе 0.22D
Q = Q,706d2p- T
Реле 5предназначено для контроля давления (0,1 ...0,63 МПа) сжатого воздуха и подачи сигнала при достижении заданного давления, а также для отключения электродвигателей станка при аварийном падении давления. Для защиты от аварийного падения давления в пневмосети предусмотрен обратный клапан 4. Для управления подачей сжатого воздуха в пневмоцилиндр 1 применяется пневмораспределитель 2. Отработавший сжатый воздух должен выбрасываться в атмосферу через глушитель 3.
Гидравлические приводы. Основные свойства и преимущества:
б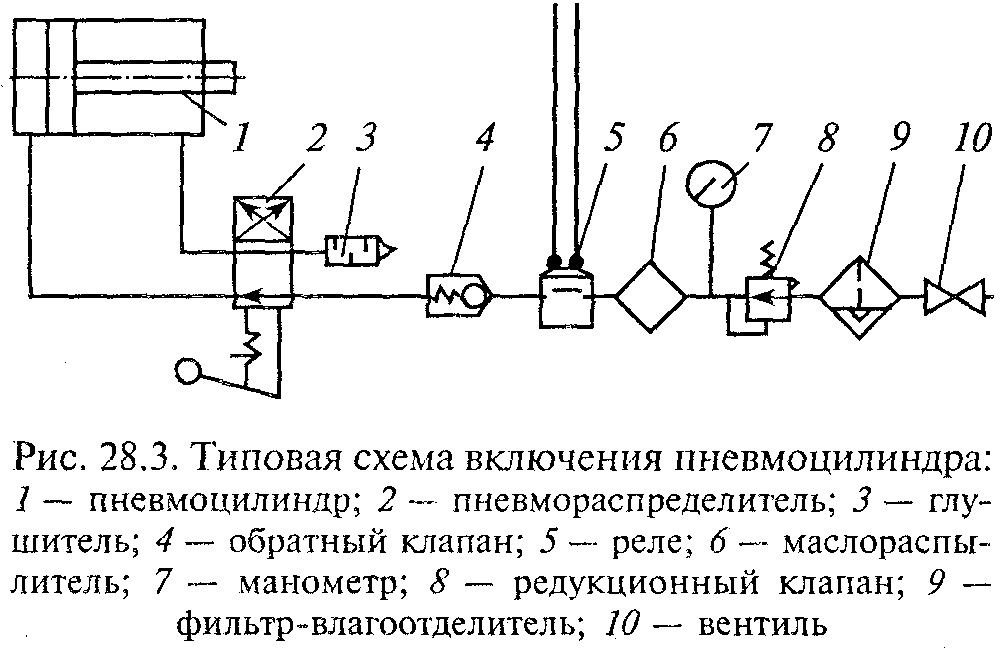 лагодаря
значительному увеличению давления
рабочей жидкости
для получения идентичных усилий зажима
по сравнению с пневматическими
приводами диаметры рабочих цилиндров
значительно уменьшаются,
что дает возможность значительно
сократить габариты приспособлений,
т. е. сделать их максимально компактными;
лагодаря
значительному увеличению давления
рабочей жидкости
для получения идентичных усилий зажима
по сравнению с пневматическими
приводами диаметры рабочих цилиндров
значительно уменьшаются,
что дает возможность значительно
сократить габариты приспособлений,
т. е. сделать их максимально компактными;
высокое давление рабочей жидкости в цилиндрах позволяет получить большое усилие зажима, которое может передаваться непосредственно от гидравлических рабочих цилиндров зажимным элементам, исключая применение механических усиливающих механизмов, что значительно повышает КПД передачи и упрощает конструкцию;
большие усилия зажимов позволяют распределять усилие зажима на несколько деталей, которое значительно сокращает вспомогательное время на зажим и разжим обрабатываемых деталей, а также позволяет вести многостаночное обслуживание; рабочей жидкостью в гидравлических системах приспособлений является масло, что обеспечивает надежную смазку трущихся поверхностей, значительно уменьшая износ механизмов системы; отсутствует коррозия механизмов;
передача зажимных усилий происходит плавно без ударов и толчков благодаря практической несжимаемости масла;
сокращение габаритов приспособлений приводит к уменьшению их массы, облегчает их эксплуатацию (транспортирование, смену и установку) и площади;
общий насос гидропривода может быть использован как для подачи, так и для зажима обрабатываемых деталей;
не требуют обязательного наличия специальной компрессорной установки;
наличие самотормозящих звеньев в гидроприспособлениях позволяет значительно сократить расход электроэнергии, поскольку электродвигатель насоса включается только во время зажима и разжима обрабатываемой детали;
бесшумность работы в отличие от пневматических систем.
Н едостатки
пневматических приводов: утечки
жидкости, ухудшающие характеристики
работы гидропривода; изменение свойств
рабочей
жидкости в зависимости от температуры,
приводящее к изменению
характеристики работы; высокая стоимость;
необходимость квалифицированного
обслуживания.
едостатки
пневматических приводов: утечки
жидкости, ухудшающие характеристики
работы гидропривода; изменение свойств
рабочей
жидкости в зависимости от температуры,
приводящее к изменению
характеристики работы; высокая стоимость;
необходимость квалифицированного
обслуживания.
Гидравлический привод (рис. 28.4) состоит из гидравлической установки, включающей электродвигатель с пусковой аппаратурой, насос, резервуар для масла, аппаратуру управления и регулирования, гидроцилиндры и трубопроводы.
При применении гидропривода принимают: давление — в пределах 5...10 МПа; рабочие скорости — 0,01...1,0 м/с; длина хода поршня в зависимости от прочности штока — не более 10 диаметров цилиндра; длина цилиндра при этом с учетом технологии изготовления из отношения L/D < 20; отношение диаметра штока к диаметру цилиндра выбирают из отношения d/D = 0,2...0,7, причем большее значение обычно выбирается для более нагруженных установок. При расчете гидроцилиндра должны быть заданы значения требуемого усилия Q или диаметра цилиндра D и длина хода поршня L. Основные расчетные параметры гидроцилиндров приведены в табл. 28.1.
К гидроцилиндрам предъявляют технические требования: отсутствие остаточных деформаций после испытаний, течи и потения; давление холостого хода не должно превышать 1,0... 1,5 МПа; давления холостого хода при втягивании штока не должно превышать 0,5 МПа, а при выдвижении — 0,3 МПа.
В качестве жидкостей для гидроприводов, работающих при температуре до 60 °С с легкими нагрузочными режимами, используются индустриальные масла общего назначения без присадок: И-12А, И-20А, И-ЗОА, И-40А, И-50А.
Для очистки рабочей жидкости от взвешенных ферромагнитных частиц в гидростанции предусматривают сепараторы, которые выполняют в виде постоянных магнитов, установленных в пробках, завинченных в днище гидробака. При обычных требованиях к работе гидропривода необходимо обеспечить фильтрацию масла с тонкостью 25...40 мкм.
Количество подаваемой в гидроцилиндр жидкости регулируют изменением производительности насоса или сопротивления при постоянном давлении участка трубопровода, по которому течет жидкость. Первый способ регулирования называют объемным, второй — дроссельным. Каждый из этих способов может быть осуществлен изменением количества жидкости, подводимой к силовому органу (на входе) или выходящей из него (на выходе).
Объемное регулирование на выходе не нашло применения из-за сложности и высокой стоимости. Оно применяется в тех случаях, когда требуется сохранить наибольшее усилие гидропривода (большой мощности).
При дроссельном регулировании мощность, потребляемая насосом, остается постоянной, а скорость движения силового органа меняется в зависимости от величины сопротивления дросселя. Часть масла бесполезно протекает через переливной клапан (предохранительный) в бак. Дроссельное регулирование основано на изменении величины потерь. При уменьшении пропускной способности силового органа с неизменным расходом насоса возрастает стравливаемый избыток масла в бак, и поэтому растут потери. При увеличении пропускной способности силового органа, наоборот, эти потери уменьшаются. Поэтому дроссельное регулирование применяется при малых мощностях.
В гидравлических приводах используются шестеренчатые, лопастные и поршневые насосы. Шестеренные и лопастные насосы применяются для давлений до 12,0... 15,0 МПа. Они компактны, просты в эксплуатации, однако чувствительны к перегреву, а при работе на предельных давлениях недолговечны. Аксиальные и радиальные поршневые насосы применяются для давлений до 20….30 МПа, а поршневые эксцентриковые — до 50 МПа.
П невмогидравлический
привод.
В пневмогидравлическом приводе
использованы
преимущества пневматического и
гидравлического приводов,
а именно возможность создания высоких
рабочих усилий,
быстрота действия, относительно
низкая стоимость и небольшие
габариты. Их применяют
для получения высоких рабочих
усилий зажима и равномерной
подачи рабочего элемента
приспособления. В пневмогидравлических
системах масло
меньше нагревается, чем
в насосных гидравлических
системах, и меньше вспенивается.
Потери энергии в них ниже,
а надежность работы выше.
Они просты, недорогостоящие
в изготовлении и достаточно
универсальны в применении.
Управление ими легко
автоматизируется. Пневмогидравлические
приводы по принципу
работы делятся на приводы с преобразователем
давления
прямого действия и с преобразователями
давления последовательного
действия.
невмогидравлический
привод.
В пневмогидравлическом приводе
использованы
преимущества пневматического и
гидравлического приводов,
а именно возможность создания высоких
рабочих усилий,
быстрота действия, относительно
низкая стоимость и небольшие
габариты. Их применяют
для получения высоких рабочих
усилий зажима и равномерной
подачи рабочего элемента
приспособления. В пневмогидравлических
системах масло
меньше нагревается, чем
в насосных гидравлических
системах, и меньше вспенивается.
Потери энергии в них ниже,
а надежность работы выше.
Они просты, недорогостоящие
в изготовлении и достаточно
универсальны в применении.
Управление ими легко
автоматизируется. Пневмогидравлические
приводы по принципу
работы делятся на приводы с преобразователем
давления
прямого действия и с преобразователями
давления последовательного
действия.
Привод с преобразователем давления прямого действия (рис. 28.5) основан на непосредственном преобразовании низкого давления сжатого воздуха в высокое давление жидкости. Сжатый воздух поступает в цилиндр 4 диаметром D. Шток этого цилиндра диаметром d служит плунжером гидроцилиндра 7. Масло, вытесняемое плунжером, поступает по трубопроводу 5 во второй гидроцилиндр 7 диаметром D3. Шток этого цилиндра связан с исполнительным зажимным механизмом. При выпуске отработавшего воздуха обратное движение поршней осуществляется пружинами 6 и 3, если обратный ход невелик. Из резервуара 2 масло поступает в систему для компенсации утечек. Устройство выполняется в виде одного блока или с отдельно вынесенным цилиндром 7. Последний встраивается в приспособление, а блок цилиндров 4 и 1 устанавливают в удобном месте у станка. Управление устройством осуществляется трехходовым краном.
Усилие на штоке рабочего гидроцилиндра определяют по формуле (без учета усилия пружин)
![]() ,
,
где D — диаметр пневмоцилиндра, мм; D1 — диаметр гидроцилиндра, мм; рв — давление воздуха, МПа; о — объемный КПД привода (о = 0,9...0,95); — КПД преобразователя ( = 0,8...0,9); d — диаметр штока пневмоцилиндра, мм.
Отношение (D/d)2 называется коэффициентом усиления и при проектировании пневмопривода принимают равным ky = 15...20.
Давление жидкости в рабочем гидроцилиндре (рг) равно:
pг = pвky
П ривод
с преобразователем
последовательного действия
(рис. 28.6) основан на подаче
жидкости низкого давления
в силовые цилиндры
с последующей подачей жидкости
высокого давления. Слив
жидкости производится
в полость низкого давления
при освобождении деталей.
Приводы с преобразователями
последовательного действия
по сравнению с приводами
с преобразователями
прямого действия обеспечивают
ускорение холостого
хода и предварительное закрепление
детали. Они могут обслуживать
несколько рабочих цилиндров при
небольших габаритах привода,
позволяют экономить сжатый воздух на
90...95 %. Недостатком
этих пневмогидравлических приводов
является более сложная
конструкция и значительное количество
утечек.
ривод
с преобразователем
последовательного действия
(рис. 28.6) основан на подаче
жидкости низкого давления
в силовые цилиндры
с последующей подачей жидкости
высокого давления. Слив
жидкости производится
в полость низкого давления
при освобождении деталей.
Приводы с преобразователями
последовательного действия
по сравнению с приводами
с преобразователями
прямого действия обеспечивают
ускорение холостого
хода и предварительное закрепление
детали. Они могут обслуживать
несколько рабочих цилиндров при
небольших габаритах привода,
позволяют экономить сжатый воздух на
90...95 %. Недостатком
этих пневмогидравлических приводов
является более сложная
конструкция и значительное количество
утечек.
Воздух из магистрали через четырехходовой кран б (см. рис. 28.6) поступает в резервуар 5 и вытесняет из него масло по трубопроводу 4 в цилиндр 2, обеспечивая быстрый подвод штока гидроцилиндра 1 к закрепляемой детали. В результате повышения давления масла в гидроцилиндре 7 автоматически срабатывает клапан последовательного действия 7. Воздух поступает в цилиндр 8, поршень со штоком 3 начинает перемещаться, и в цилиндре 2 развивается высокое давление, обеспечивающее окончательное закрепление заготовки. При переключении крана б воздух подается по трубопроводу 9 и возвращает поршни цилиндров 8 и 1 в исходное положение. Расчет усилий на штоке рабочих гидроцилиндров аналогичен расчету преобразователя прямого действия.