

18.6. Нанесение покрытий и изготовление деталей прессованием
Технологический процесс переработки термореактивных материалов прессованием (рис. 18.7) включает операции: загрузку пресс-материала в виде порошка или таблеток в пресс-форму; воздействие тепла и давления (материал размягчается, растекается по внутренней полости пресс-формы и принимает ее конфигурацию); снятие температуры и отвердевание материала; снятие давления пресса, разборку пресс-формы и изъятие готовой детали. Этот метод относительно прост. Он обеспечивает хорошее качество восстановленных или изготовленных деталей в условиях ремонтного производства.
Режим прессования включает три основных параметра — температуру, удельное давление и выдержку в прессе.
В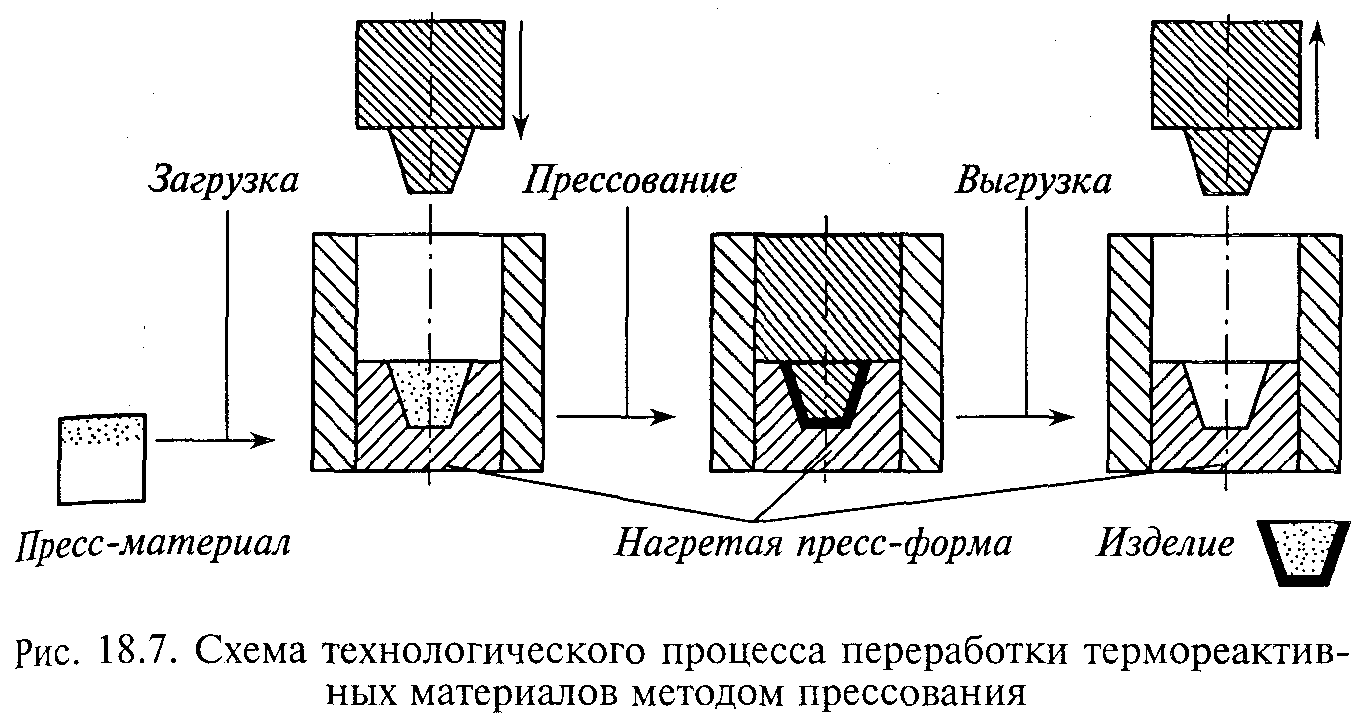 осстановление
изношенной детали опрессовкой. Деталь
устанавливают
в пресс-форму до загрузки ее пресс-материалом
или после, в зависимости от конфигурации
детали. Прессованием можно достичь
толщину покрытия детали до 5 мм.
осстановление
изношенной детали опрессовкой. Деталь
устанавливают
в пресс-форму до загрузки ее пресс-материалом
или после, в зависимости от конфигурации
детали. Прессованием можно достичь
толщину покрытия детали до 5 мм.
Технологический процесс восстановления включает следующие операции: зачистку поверхности (стальным ершом, шабером, напильником или шлифовальной шкуркой); загругление и притупление острых граней (следы коррозии на поверхности детали не допускаются); обезжиривание поверхности детали; взвешивание прессовочного материала; предварительный подогрев прессовочного материала в сушильном шкафу при температуре 80...90°С в течение 5...7 мин (при нагревании материал периодически перемешивают; перегрев материала не допускается; подогревают одновременно несколько дозировок материала); подготовка пресс-формы к прессованию (очистку ее от остатков материала продувкой сжатым воздухом под давлением 0,2...0,5 МПа и смазку (периодическую) рабочих поверхностей парафином или воском); подогрев Пресс-формы на прессе до температуры 160... 170°С; подогрев детали до 120... 130 °С; установка детали в пресс-форму; загрузка прессовочного материала; снятие давления, поднятие пуансона и извлечение детали; зачистка облоя; контроль качества прессования.
18.7. Техника безопасности работы с синтетическими материалами
При работе с полимерными материалами необходимо соблюдать правила, изложенные в «Санитарных правилах по работе с эпоксидными смолами».
Токсичность полимерных материалов обусловлена как токсичностью самих материалов, так и токсичностью растворителей и отвердителей. Летучие вещества эпихлоргидрин и толуол, выделяемые при нагревании эпоксидных смол, действуют на нервную систему и печень. Эпоксидные смолы вызывают заболевания кожи (дерматит, экземы) как при непосредственном контакте со смолой и отвердителем, так и при воздействии продуктов испарения.
Допустимые концентрации опасных газов и паров в воздухе рабочей зоны (в мг/м3): ацетон — 200; бензин-растворитель — 300; гексемитилендиамин — 1; дихлорэтан — 10; толуол — 50; керосин — 300; эпихлоргидрин — 1; этилендиамин — 2.
Отвердитель полиэтиленполиамин при попадании в глаза вызывает продолжительный конъюнктивит, попадание в органы дыхания вызывает нарушение дыхания, угнетение центральной нервной системы.
Цехи и участки, на которых выполняются работы с использованием полимерных композиций, должны быть оборудованы приточно-вытяжной вентиляцией. Все работы с приготовлением и использованием композиции на основе эпоксидных смол должны производиться в вытяжном шкафу.
При попадании на кожу эпоксидных композиций, брызг отвердителя, смолы надо немедленно удалить их тампоном, смоченным этилцеллозольвом и смыть горячей водой с мылом.
Запрещается принимать пищу и курить на рабочем месте. В течение рабочего дня следует периодически мыть руки и лицо теплой водой с мылом.
Механическая обработка отвержденной эпоксидной композиции выполняется на рабочем месте, оборудованном местным отсосом.
Для защиты кожи применяют силиконовый крем, который тонким слоем наносят на лицо и руки.