

Значение коэффициентов в формуле 20.8
-
Коэффициет
Диапазон значений
Км— для ремонтных работ:
сварочные
гальванические
постановка дополнитель-
ной детали
напыление
механическая обработка
склеивание
Кзпд
Ксн
Кц
Козр
Крсэо
Кп
0,7... 1,1
0,3. ..0,7
1,0. ..1,8
0,6...1,2
0,05... 0,2
0,12. ..0,4
0,1. ..0,18
0,395
0,85. ..1,05
0,55. ..0,70
0,65. ..0,85
0,05. ..0,01
Если восстановление деталей осуществляется по подефектной технологии, то их себестоимость определяют по формуле:
![]() (20.9)
(20.9)
где Своij — себестоимость выполнения j-й операции при устранении i-го дефекта; Cвоij определяется по формуле (20.6), р.; i — коэффициент повторяемости i-го дефекта; п — число дефектов, которые необходимо устранить; т — число операций, которые необходимы для устранения i-го дефекта. По маршрутной технологии:
![]() (20.10)
(20.10)
где
Ki
—
маршрутный
коэффициент
 ;
п
— число
маршрутов восстановления детали; Свi
— себестоимость восстановления детали
по i-му
маршруту (Свi,
определяется по формуле (20.6)), р.
;
п
— число
маршрутов восстановления детали; Свi
— себестоимость восстановления детали
по i-му
маршруту (Свi,
определяется по формуле (20.6)), р.
20.9. Разработка технологических процессов сборки
Технология сборки как документ включает описание состава И последовательности операций и переходов сборки изделия с технико-экономическими расчетами затрат труда, материалов, электроэнергии, количества необходимого оборудования и оснастки,числа производственных рабочих, производственной площади, трудоемкости и себестоимости сборки изделия. Разработка технологического процесса сборки осуществляется с учетом использования достижений технологии сборки в автомобилестроении, производственных ресурсов, необходимости сокращения материальных, трудовых и энергетических затрат, всемерной механизации и автоматизации работ, использования передового опыта ремонтных предприятий, прогрессивных форм организации сборочных процессов и создания наилучших условий труда.
Разработка технологического процесса сборки производится поэтапно на основе стандартов ЕСТПП, ЕСТД и других документов в такой последовательности:
технологический анализ сборочных чертежей, уточнение разбивки изделия на сборочные единицы, оценка уровня технологичности и ремонтопригодности изделия и его частей и разработка рекомендаций по их улучшению;
анализ плановых заданий и выбор организационных форм сборочного процесса;
р азмерный
анализ основных соединений (с учетом
изменения размеров в эксплуатации и
при ремонте) и выбор методов сборки и
их сочетаний для изделия в целом;
азмерный
анализ основных соединений (с учетом
изменения размеров в эксплуатации и
при ремонте) и выбор методов сборки и
их сочетаний для изделия в целом;
разработка (уточнение) технических условий и технологических инструкций на сборку соединений, узловую и общую сборку изделий, контроль, регулировку и испытание сборочных единиц и изделия;
пробная разборка и сборка образца изделия, составление схем сборки изделия и его составных частей, составление комплектовочной карты;
определение и оптимизация состава, содержания и последовательности операций и переходов;
нормирование технологического процесса;
выбор и определение количества стандартного оборудования и оснастки, заказ нестандартизованных средств технологического оснащения (в том числе средств контроля, испытаний и транспортирования);
проектирование поточной линии, синхронизация сборочных операций и разработка планировки и организации линии (участка, цеха);
определение требований техники безопасности, производственной санитарии и охраны окружающей среды;
технико-экономический анализ и обоснование принятого варианта технологического процесса сборки изделий;
оформление технологической документации.
Н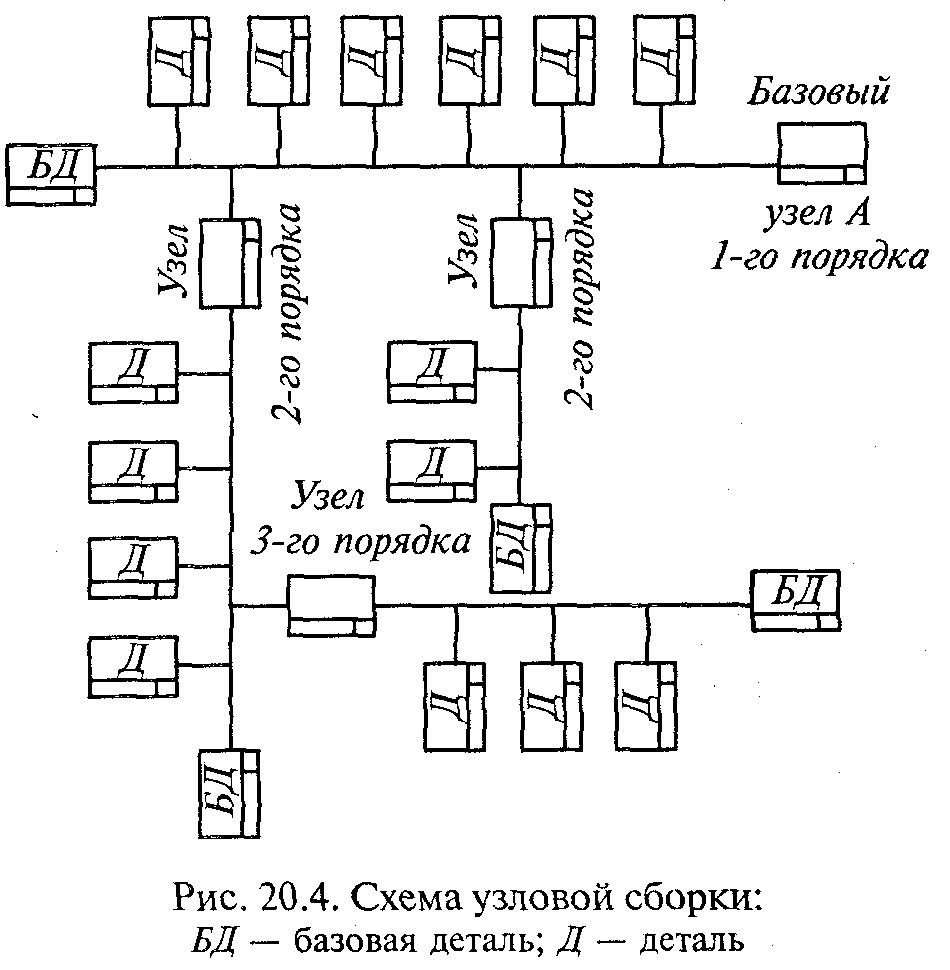 аиболее
сложным, трудоемким и ответственным
этапом разработки технологического
процесса сборки является определение
И оптимизация состава, содержания и
последовательности операций
и переходов. При этом учитывают тип
производства (единичное, серийное,
массовое), доступность и удобство
выполнения
работ, рациональную последовательность
установки составных
частей изделия, применение единых
средств технологического
оснащения для выполнения ряда операций
и др.
аиболее
сложным, трудоемким и ответственным
этапом разработки технологического
процесса сборки является определение
И оптимизация состава, содержания и
последовательности операций
и переходов. При этом учитывают тип
производства (единичное, серийное,
массовое), доступность и удобство
выполнения
работ, рациональную последовательность
установки составных
частей изделия, применение единых
средств технологического
оснащения для выполнения ряда операций
и др.
Графическое изображение в виде условных обозначений последовательности сборки (разборки) изделия или его составной части называется схемой сборки (разборки) изделия. Для составления схемы после технологического анализа конструкции изделия его делят на узлы первого, второго и других более высоких порядков.
Схемы строят отдельно для общей сборки (разборки) изделия и сборки (разборки) каждого из его узлов. Схема общей сборки изделия показана на рис. 20.3. Каждый элемент изделия условно обозначен на схеме прямоугольником, разделенным на три части. В верхней части указывают наименование элемента, в левой нижней части — его обозначение (индекс), в правой нижней части— число одноименных элементов. Индексы элементов соответствуют номерам деталей и узлов на чертежах и в спецификациях. На рис. 20.4 даны схемы узловой сборки изделия, общая сборка которого показана на рис. 20.3.
Схему сборки начинают с базовой детали (узла) и заканчивают готовым изделием (узлом). Между ними проводят осевую линию, сверху которой показывают присоединяемые детали, снизу — сборочные единицы. Схему разборки, наоборот, начинают с изделия (узла) и заканчивают базовой деталью (узлом). Последовательность установки и снятия составных частей изделия определяют при решении задачи формирования технологических операций сборки и разборки.
При необходимости на схемах сборки показывают расстановку контрольных операций, делают дополнительные надписи, определяющие содержание сборочных и контрольных операций, например «приварить», «сверлить совместно с...», «отрегулировать зазор...» и т.п.