

16.2. Хромирование
Хромирование получило широкое распространение как для восстановления деталей и повышения их износостойкости, так и для декоративных и противокоррозионных целей.
Преимущества электролитического хрома: электролитический хром — металл серебристо-белого цвета с высокой микротвердостью 400... 1200 МН/м2 (в 1,5... 2,0 раза выше, чем при закалке ТВЧ), близкой к микротвердости корунда; обладает высокой износостойкостью, особенно в абразивной среде (в 2...3 раза по сравнению с закаленной сталью); устойчивостью в отношении химических и температурных воздействий, причем высокая коррозионная стойкость сочетается с красивым внешним видом; имеет низкий коэффициент трения (на 50 % ниже, чем у стали и чугуна); высокую прочность сцепления покрытия с поверхностью детали.
Недостатки хромирования и хромового покрытия: низкий выход металла по току (8...42%); небольшая скорость отложения осадков (0,03 мм/ч); высокая агрессивность электролита; большое количество ядовитых выделений, образующихся при электролизе; толщина отложения покрытия практически не превышает 0,3 мм; гладкий хром плохо удерживает смазочное масло.
Электролитические осаждения хрома отличаются от других гальванических процессов как по составу электролита, так и по условиям протекания процесса. Эти особенности состоят в следующем:
в качестве электролита используют хромовую кислоту (водный раствор хромового ангидрида СгО3) с небольшими добавками серной кислоты (H2SO4), а не растворы их солей, как при осаждении других металлов. Концентрация хромового ангидрида в электролите может колебаться в широких пределах — от 100 до 400 г/л, а серной кислоты — от 1 до 4 г/л (причем соотношение CrO3: H2SO4 должно находиться в пределах 90... 120). В этом случае выход по току хрома наибольший и процесс идет устойчиво. Количество трехвалентного хрома в ванне должно быть 3...4% содержания хромового ангидрида;
электролиз в хромовокислых электролитах ведется с нерастворимыми свинцово-сурьмистыми анодами. Применение растворимых хромовых анодов невозможно ввиду того, что анодный выход по току хрома в 6...8 раз выше катодного;
процесс осаждения хрома проводится при высокой катодной плотности тока (Dк = 20…30 А/дм2). При повышении катодной плотности тока увеличиваются твердость осадка и хрупкость слоя, а при пониженных значениях Dк осадки получаются пластичными;
обратная зависимость выхода по току от температуры электролита и его концентрации. С повышением концентрации электролита выход по току резко понижается, тогда как в большинстве других гальванических процессов выход по току повышается;
хромовые ванны имеют плохую растворяющую способность, т. е. толщина осадков оказывается неравномерной в зависимости от положения анода по отношению к детали (катоду). На ближайших к аноду участках получается большая толщина слоя, а на удаленных — меньшая;
возникновение значительных растягивающих напряжений в электролитически осажденном слое. Напряжение тем больше, чем толще покрытие. При определенной толщине растягивающие напряжения достигают таких значений, которые приводят к отслоению покрытия. В хромовых покрытиях в связи с этим снижается усталостная прочность на 20...30%.
Указанные недостатки хромовых покрытий накладывают ограничение на максимально допустимую толщину слоя, которая не должна превышать 0,3 мм.
В зависимости от вида хрома выбирают состав электролита и определяют режим нанесения покрытия (табл. 16.2). Время, необходимое для получения заданной толщины покрытия, рассчитывают по формуле (16.3). В ремонтной практике наибольшее распространение получил универсальный электролит.
Таблица 16.2 Состав электролитов и режимы хромирования
-
Наименование компонентов и параметров
Электролит и условия электролиза
Разведенный
Универсальный
Концентрированный
Хромовый ангидрид (Сг03), г/л
120. ..150
200. ..250
350. ..400
Серная кислота (H2SО4), г/л
1,2. ..1,5
2,0. ..2, 5
3,5... 4,0
Температура электролита, С
40. ..100
20. ..60
15. ..30
Плотность тока, А/дм2
50. ..65
45. ..55
40. ..50
Выход по току, %
16. ..18
13. ..15
10. ..12
При хромировании получают блестящие, молочные или серые покрытия (рис. 16.3). Блестящий хром характеризуется высокой микротвердостью (600...900 МН/м2), мелкой сеткой трещин, видимой под микроскопом. Осадки хрупкие, но с высокой износостойкостью. Молочный хром характеризуется пониженной микротвердостыо (400...600 МН/м2), пластичностью и высокой коррозионной стойкостью. Серый хром отличается весьма высокой микротвердостью (900...1200 МН/м2) и повышенной хрупкостью, что снижает его износостойкость.
В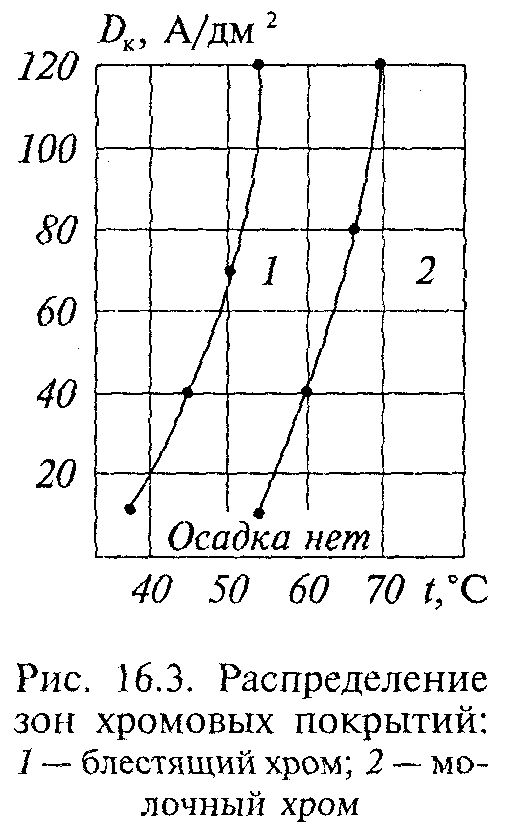 зависимости от того, в каких условиях
работает восстановленная деталь,
стремятся получить тот или иной вид
осадка. Например, для деталей
неподвижных соединений могут применяться
как блестящие, так и молочные осадки. В
подвижных соединениях, работающих при
давлениях до 0,5 МПа, рекомендуются
блестящие осадки; в деталях, работающих
при давлениях свыше 5 МПа и знакопеременной
нагрузке, — молочные осадки.
зависимости от того, в каких условиях
работает восстановленная деталь,
стремятся получить тот или иной вид
осадка. Например, для деталей
неподвижных соединений могут применяться
как блестящие, так и молочные осадки. В
подвижных соединениях, работающих при
давлениях до 0,5 МПа, рекомендуются
блестящие осадки; в деталях, работающих
при давлениях свыше 5 МПа и знакопеременной
нагрузке, — молочные осадки.
Саморегулирующий электролит. Его применяют для более устойчивой работы ванн хромирования. Это достигается путем введения в ванну труднорастворимого сульфата стронция. Наиболее широкое распространение получил электролит следующего состава (г/л): хромовый ангидрид СгО3 — 200...300, сульфат стронция SrSO4 — 5,5...5,6, кремнефторид калия K2SiF6 — 18...20. Плотность тока Dк = 40...80 А/дм2, температура 55...65°С. Выход по току в этом электролите равен = 17... 19%. Положительные свойства электролита — возможность применения более высоких плотностей; скорость осаждения выше, чем в сернокислых электролитах; хорошая рассеивающая способность; меньшая чувствительность к изменению температуры и к загрязнению электролита железом, медью и другими металлами. Отрицательные с в о й с т в а: агрессивность и ядовитость электролита; детали подвесных приспособлений, аноды и детали ванн разрушаются больше, чем в сернокислом электролите.
Холодные электролиты в ремонтном производстве применяют двух типов: электролит с добавкой фтористых солей и тетрахроматные Наибольшее распространение для восстановления изношенных деталей получил тетрахроматный электролит следующего состава (г/л)-СгО3 - 350...400, NaOH - 40...50, H2SO4 - 2...2,5, сахар - 1...2. Режим электролиза: катодная плотность тока Dк = 50... 100 А/дм2 температура раствора — 17... 23 °С. Этот электролит позволяет получать качественные осадки с большой производительностью (выход по току 30... 33 %), имеет меньшие внутренние напряжения. Покрытия получаются более мягкие, беспористые (без трещин), серого оттенка, легко полируемые до зеркального блеска. Применяют для получения защитно-декоративных покрытий. Особенность тетрахроматных электролитов — малая агрессивность к углеродистым сталям. Поэтому вполне допустимо изготовление ванн для хромирования из малоуглеродистой листовой стали без дополнительной футеровки.
Саморегулирующийся холодный электролит — наиболее перспективный электролит. Его состав (г/л): хромовый ангидрид — 380...420, кальций углекислый — 60...75, кобальт сернокислый — 18...20. Режим электролиза: катодная плотность Dк = 100...300 А/дм2, температура электролита — 18...25С. Преимущества электролита — высокий выход по току (35...40%). Недостаток — требуются мощные холодильные агрегаты для достижения 18... 25 °С при высокой плотности тока (до 200 А/дм2).
Специальные процессы хромирования. Пористое хромирование. Применяют для повышения износостойкости деталей, работающих при больших давлениях и температурах и недостаточной смазке. Пористый хром представляет собой покрытие, на поверхности которого специально создается большое количество пор или сетка трещин, достаточно широких для проникновения в них масла. Его можно получить механическим, химическим и электрохимическим способами. Наиболее широко применяют электрохимический способ, который заключается в том, что хром осаждается при режиме блестящего хромирования, обусловливающем появление в покрытии сетки микротрещин. Для их расширения и углубления покрытие подвергают анодной обработке в электролите того же состава, что и при хромировании, g зависимости от режима хромирования и анодного травления можно выполнить пористость двух типов: канальчатую и точечную. Для получения пористых покрытий деталь хромируют в универсальном электролите при плотности тока 40... 50 А/дм2, а затем переключают полярность ванны и проводят анодное травление при той же плотности тока. Канальчатую пористость получают при температуре электролита 58...62°С и продолжительности травления 6...9 мин, а точечную — при 50...52°С и 10... 12 мин. Пористые покрытия используют при размерном хромировании, например поршневых колец. Их толщина составляет 0,1...0,15 мм. Пористое хромирование колец увеличивает их износостойкость в 2...3 раза, а износостойкость гильзы — в 1,5 раза. Детали, покрытые пористым хромом, обычно подвергают термообработке в масле при температуре 150... 200 °С в течение 1,5... 2 ч для устранения водородной хрупкости и насыщения пор маслом.
С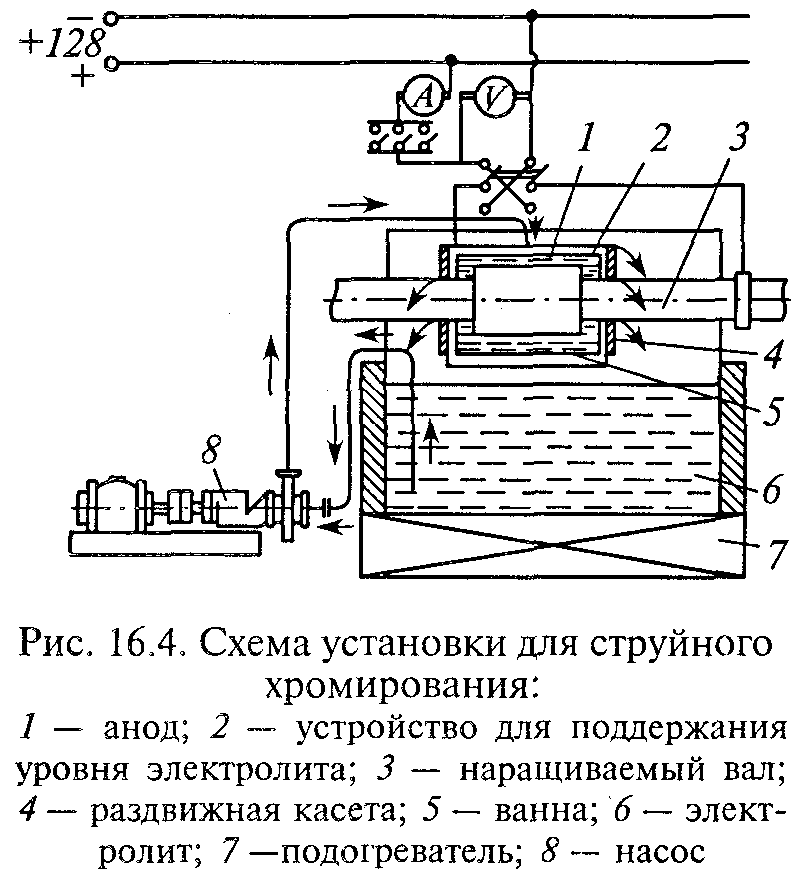 труйное
хромирование.
Его проводят в саморегулирующемся
электролите при температуре 50... 60 °С в
широком диапазоне плотности тока,
достигающей 200 А/дм2.
Скорость протекания электролита
40...60 см/с, катодно-анодное расстояние —
15 мм. При этом получают блестящие
покрытия. Выход по току достигает 22 %,
что вместе с высокой плотностью тока
ускоряет процесс осаждения хрома: при
t = 50 °С и Dк
= 100 А/дм2
скорость осаждения составляет 0,1
мм/ч. При струйном хромировании в
тетрахроматном электролите
высококачественные покрытия осаждаются
при Dк
= 150... 160 А/дм2
со скоростью 0,25 мм/ч. В универсальном
электролите хромируют: при температуре
— 50 °С, плотности тока — 70...90 А/дм2,
скорости протекания электролита —
100... 120 см/с, катодно-анодном расстоянии
15 мм. Скорость осаждения хрома составляет
0,08...0,10 мм/ч. Схема установки для струйного
хромирования показана на рис. 16.4.
труйное
хромирование.
Его проводят в саморегулирующемся
электролите при температуре 50... 60 °С в
широком диапазоне плотности тока,
достигающей 200 А/дм2.
Скорость протекания электролита
40...60 см/с, катодно-анодное расстояние —
15 мм. При этом получают блестящие
покрытия. Выход по току достигает 22 %,
что вместе с высокой плотностью тока
ускоряет процесс осаждения хрома: при
t = 50 °С и Dк
= 100 А/дм2
скорость осаждения составляет 0,1
мм/ч. При струйном хромировании в
тетрахроматном электролите
высококачественные покрытия осаждаются
при Dк
= 150... 160 А/дм2
со скоростью 0,25 мм/ч. В универсальном
электролите хромируют: при температуре
— 50 °С, плотности тока — 70...90 А/дм2,
скорости протекания электролита —
100... 120 см/с, катодно-анодном расстоянии
15 мм. Скорость осаждения хрома составляет
0,08...0,10 мм/ч. Схема установки для струйного
хромирования показана на рис. 16.4.
Протонное хромирование. Оно обеспечивает блестящие покрытия повышенной твердости и износостойкости и улучшенной равномерности покрытия в универсальном электролите с повышенным содержанием серной кислоты (3...7 г/л) при температуре — 55...65°С, плотности тока — 100... 150 А/дм2, скорости протекания электролита — 100... 120 см/с и межэлектродном расстоянии — 15...30 мм. Выход по току составляет 20...21 %. Способ эффективен Для хромирования цилиндров и коленчатых валов двигателей.