Раздел III. Способы восстановления деталей
Глава 10. Классификация способов восстановления деталей
Основная задача, которую преследуют ремонтные предприятия, это снижение себестоимости ремонта автомобилей и агрегатов при обеспечении гарантий потребителей, т. е. гарантии послеремонтного ресурса.
Исследования ремонтного фонда (автомобилей и агрегатов, поступающих в ремонт) показали, что в среднем около 20 % деталей — утильных, 25...40% — годных, а остальные 40...55% — можно восстановить. Даже процент утильных деталей можно значительно снизить на АРП, если оно будет располагать эффективными способами дефектации и восстановления.
Технологии восстановления деталей относятся к разряду наиболее ресурсосберегающих, так как по сравнению с изготовлением новых деталей сокращаются затраты (на 70 %). Основным источником экономии ресурсов являются затраты на материалы. Средние затраты на материалы при изготовлении деталей составляют 38%, а при восстановлении — 6,6 % от общей себестоимости. Для восстановления работоспособности изношенных деталей требуется в 5...8 раз меньше технологических операций по сравнению с изготовлением новых деталей.
Несмотря на рентабельность, трудоемкость восстановления деталей еще неоправданно высока и даже на крупных ремонтных предприятиях в среднем до 1,7 раз больше трудоемкости изготовления одноименных деталей на автомобильных заводах.
Мелкосерийный характер производства, использование универсального оборудования, частые его переналадки, малые партии восстанавливаемых деталей затрудняют возможность значительного снижения трудоемкости отдельных операций.
Основное количество отказов деталей автомобилей вызвано износом рабочих поверхностей — до 50%, 17,1% связано с повреждениями и 7,8% вызвано трещинами. Основное место среди всех отказов автомобилей занимает двигатель — это до 43 % отказов. Примерно 85 % деталей восстанавливают при износе не более 0,3 мм, т.е. их работоспособность восстанавливается при нанесении покрытия незначительной толщины. Нанесение металла на несущие поверхности с последующей механической обработкой позволит многократно использовать деталь.
Доля восстанавливаемых наружных и внутренних цилиндрических поверхностей составляет 53,3 %, резьбовых — 12,7%, шлицевых — 10,4%, зубчатых — 10,2%, плоских — 6,5%, все остальные — 6,9%.
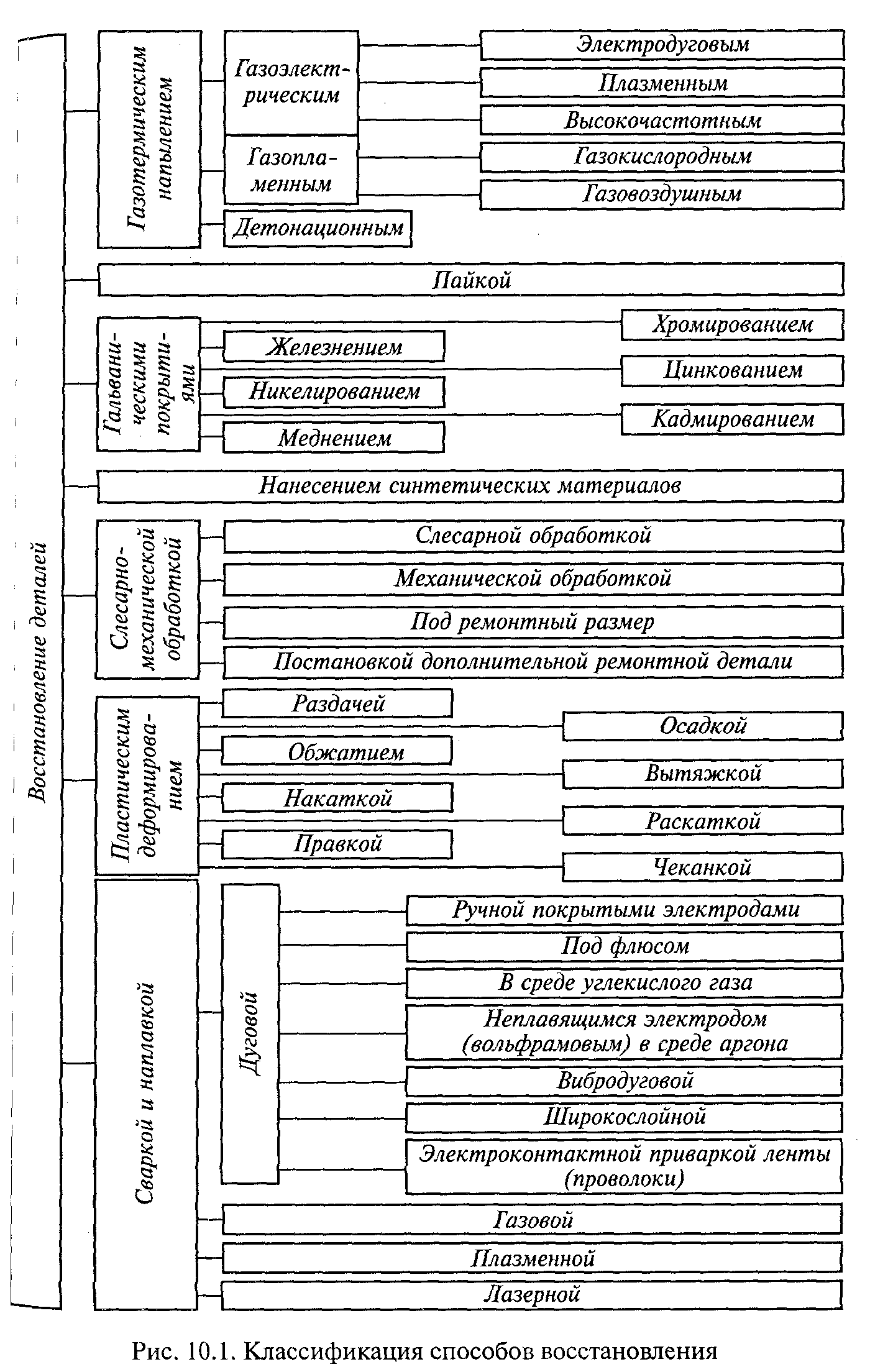
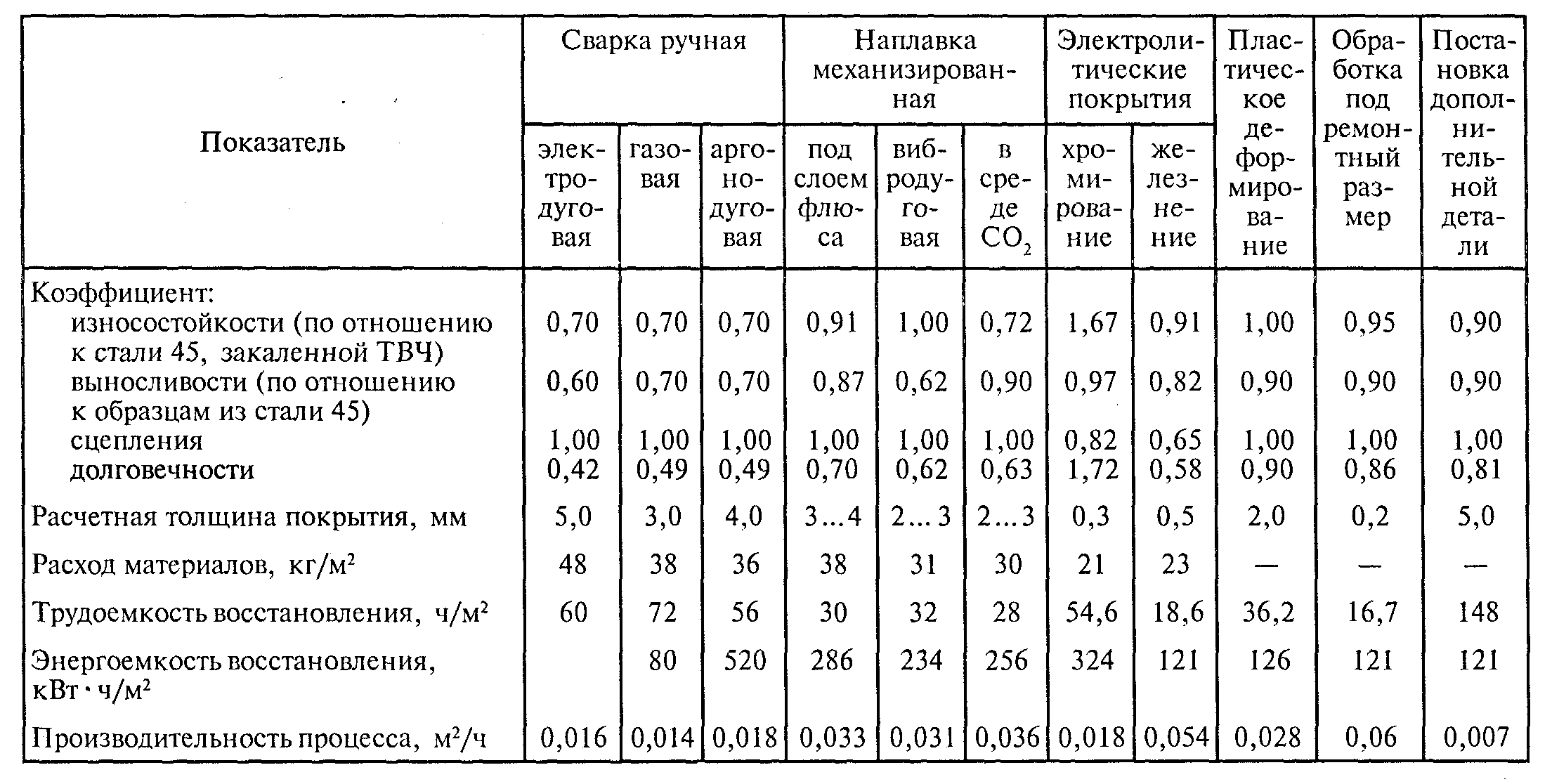
На рис. 10.1 приведена классификация способов восстановления деталей, которые нашли применение в ремонтном производстве и обеспечивают необходимые эксплуатационные характеристики деталей, а в табл. 10.1 приведены их оценочные показатели.
Объемы восстановления деталей на АРП определяются наличием соответствующих по наименованию и цене запасных частей.
Характеристики способов восстановления деталей Таблица 10.1
Глава 11. Восстановление деталей слесарно-механической обработкой
11.1. Обработка деталей под ремонтный размер
Обработка поверхностей детали под ремонтный размер эффективна в случае, если механическая обработка при изменении размера не приведет к ликвидации термически обработанного поверхностного слоя детали. Тогда у дорогостоящей детали соединения дефекты поверхности устраняются механической обработкой до заранее заданного ремонтного размера (например, шейки коленчатого вала), а другую (более простую и менее дорогостоящую деталь) заменяют новой соответствующего размера (вкладыши). В этом случае соединению будет возвращена первоначальная посадка (зазор или натяг), но поверхности детали, образующие посадку, будут иметь размеры, отличные от первоначальных. Применение вкладышей ремонтного размера (увеличенных на 0,5 мм) позволит снизить трудоемкость и стоимость ремонта при одновременном сохранении качества отремонтированных блоков цилиндров и шатунов.
Ремонтные размеры и допуски на них устанавливает завод-изготовитель. Восстановление деталей под ремонтные размеры характеризуется простотой и доступностью, низкой трудоемкостью (в 1,5...2,0 раза меньше, чем при сварке и наплавке) и высокой экономической эффективностью, сохранением взаимозаменяемости деталей в пределах ремонтного размера. Недостатки способа — увеличение номенклатуры запасных частей и усложнение организации процессов хранения деталей на складе, комплектования и сборки.
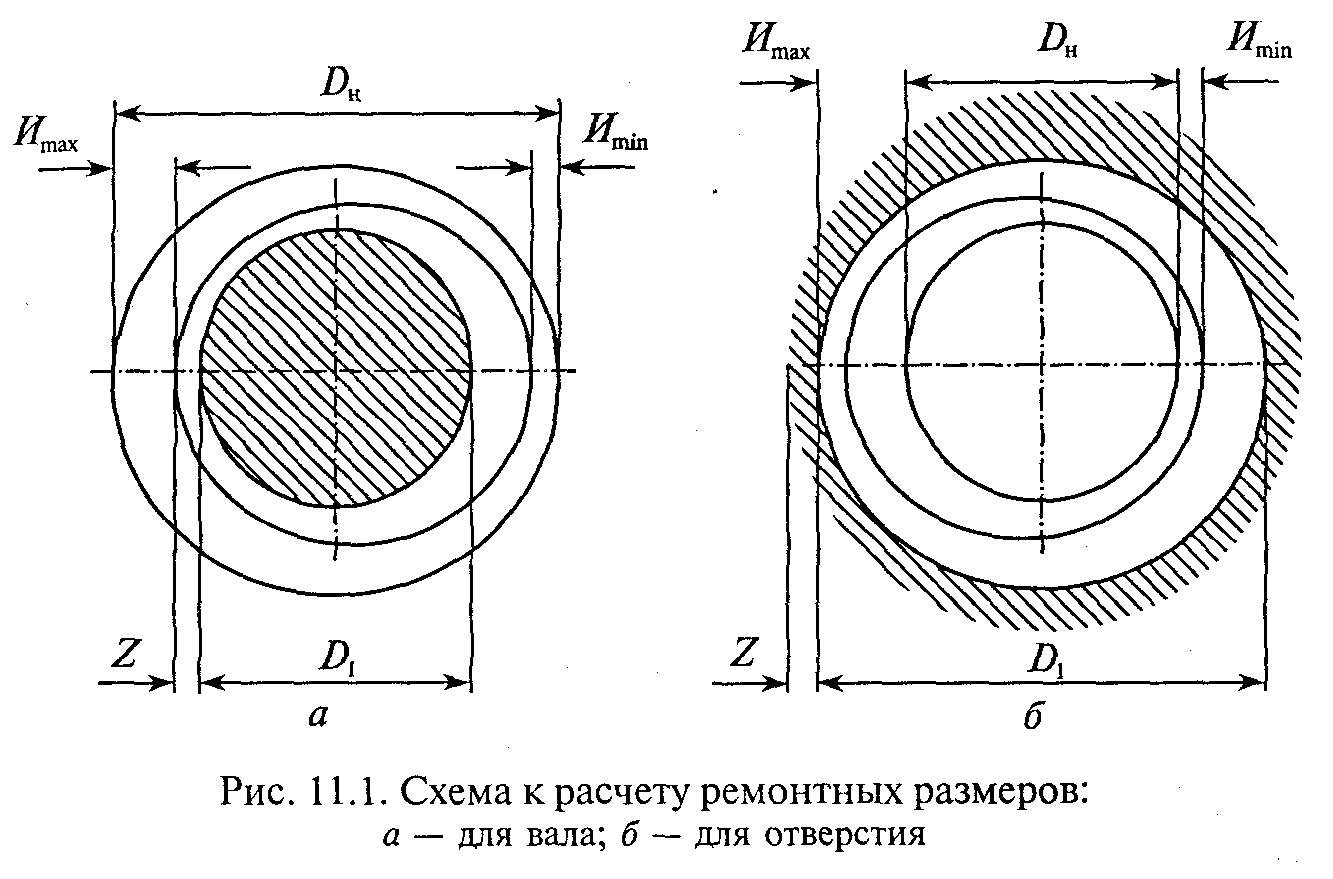
Очередной ремонтный размер (рис. 11.1) для вала (знак «—») и отверстия (знак «+») определяют по формуле
![]() , (11.1)
, (11.1)
где Di — i-й ремонтный размер, мм;
Dн — номинальный размер, мм;
i — номер ремонтного размера (/ = 1 ...п);
β— коэффициент неравномерности износа;
Имах — максимальный односторонний износ, мм;
z — припуск на механическую обработку на сторону, мм.
![]() ,
(11.2)
,
(11.2)
где Иmin — минимальный односторонний износ, мм.
Число ремонтных размеров:
для вала
![]() ,
(11.3)
,
(11.3)
для отверстия
![]() ,
(11.4)
,
(11.4)
где γ = 2(βИmax + z) — ремонтный интервал;
Dmin, Dmax — соответственно минимально допустимый диаметр для вала и максимально допустимый диаметр для отверстия, определяемые из условия прочности или нарушения толщины термообработанного слоя.
Ремонтный интервал зависит от величины износа поверхности детали за межремонтный пробег автомобиля, припуска на механическую обработку. Значения ремонтных интервалов должны быть регламентированы соответствующими техническими условиями или руководствами по ремонту.