

Глава 28. Приводы
Основные требования производительного выполнения работ — это сокращение времени зажима за счет снижения вспомогательного времени, создание более стабильных сил зажима за счет замены ручных зажимных приводов на механизированные и автоматизированные и облегчение труда рабочих. Чтобы величина зажимающего усилия не зависела от рабочего, используют пневматические, гидравлические, пневмогидравлические и другие приводы.
Пневматические приводы. В пневматических приводах источником энергии служит сжатый воздух. Свойства, выгодно отличающие сжатый воздух от других источников энергии, следующее: безопасность в работе и удобство для подвода коммуникаций к месту потребления; способность в силу упругости моментально передавать малейшие колебания в давлении; сжатый воздух при низких температурах окружающей среды не замерзает в трубопроводах; отработавший воздух не нуждается в утилизации или в специальном отводе, а в случае необходимости может быть использован для другой полезной работы. Основные особенности пневматического привода:
быстрота зажима. Время для зажима и открепления детали в приспособлении постоянно (составляет примерно 0,022 мин) и не зависит от количества прижимов и массы детали;
постоянство силы зажима. В приспособлениях с ручными зажимами усилие в каждом отдельном случае находится в прямой зависимости от усилия, которое прикладывает рабочий для закрепления детали и которое невозможно контролировать. Оно колеблется в значительных пределах. Кроме того, в приспособлениях с ручными зажимами усилие зажима, как правило, должно быть заведомо большим, чем это требуется для удержания детали в процессе обработки из-за наличия вибрации, в силу чего неровности на поверхности прихвата сглаживаются, ослабляя силу зажима. В пневматических приспособлениях усилие зажима находится вне зависимости от усилия, прикладываемого рабочим, и оно всегда постоянно, т. е. усилие, которое было приложено в начале работы, остается неизменным в течение всего периода обработки. Эта особенность дает возможность уменьшить силу зажима, гарантирует безопасность работы, повышает качество обработки и позволяет увеличить скорость резания, что положительным образом сказывается на производительности труда;
простота управления. При работе с ручными зажимными механизмами обязательным условием для рабочего является приложение физической силы, величина которой зависит от конструкции механизма и от того, какую силу необходимо получить при зажиме. В пневматических приспособлениях, чтобы осуществить закрепление обрабатываемой детали, необходимо повернуть рукоятку распределительного крана, для чего нужно приложить небольшое усилие, которое в течение смены не утомляет рабочего и ведет к повышению производительности труда.
Пневматические приводы состоят из пневмодвигателя, пневматической аппаратуры и воздухопроводов и подразделяются по виду пневмодвигателя — на поршневые (пневмоцилиндры) и ди-афрагменные (пневмокамеры); по схеме действия — на одно- и двусторонние; по методу компоновки с приспособлением — на встроенные и агрегатированные; по виду установки — на стационарные и вращающиеся; по количеству приводов — на одинарные и сдвоенные. У цилиндров одностороннего действия обратный ход поршня осуществляется пружиной, а у цилиндров двустороннего действия — сжатым воздухом.
Оптимальная рабочая скорость исполнительного механизма при применении пневмопривода составляет 0,1 ...2,0 м/с. При меньших скоростях возникают вибрации и неравномерность хода. Экономически целесообразно применение пневмопривода в механизмах с усилием до 30 кН и пневмоцилиндров с максимальным диаметром 250 мм.
Недостатки пневмопривода — это довольно низкий коэффициент полезного действия; большие габариты по сравнению с гидроприводом (из-за применения низкого давления воздуха); неравномерность перемещения рабочих органов, особенно при переменных усилиях; невозможность остановки в середине хода.
П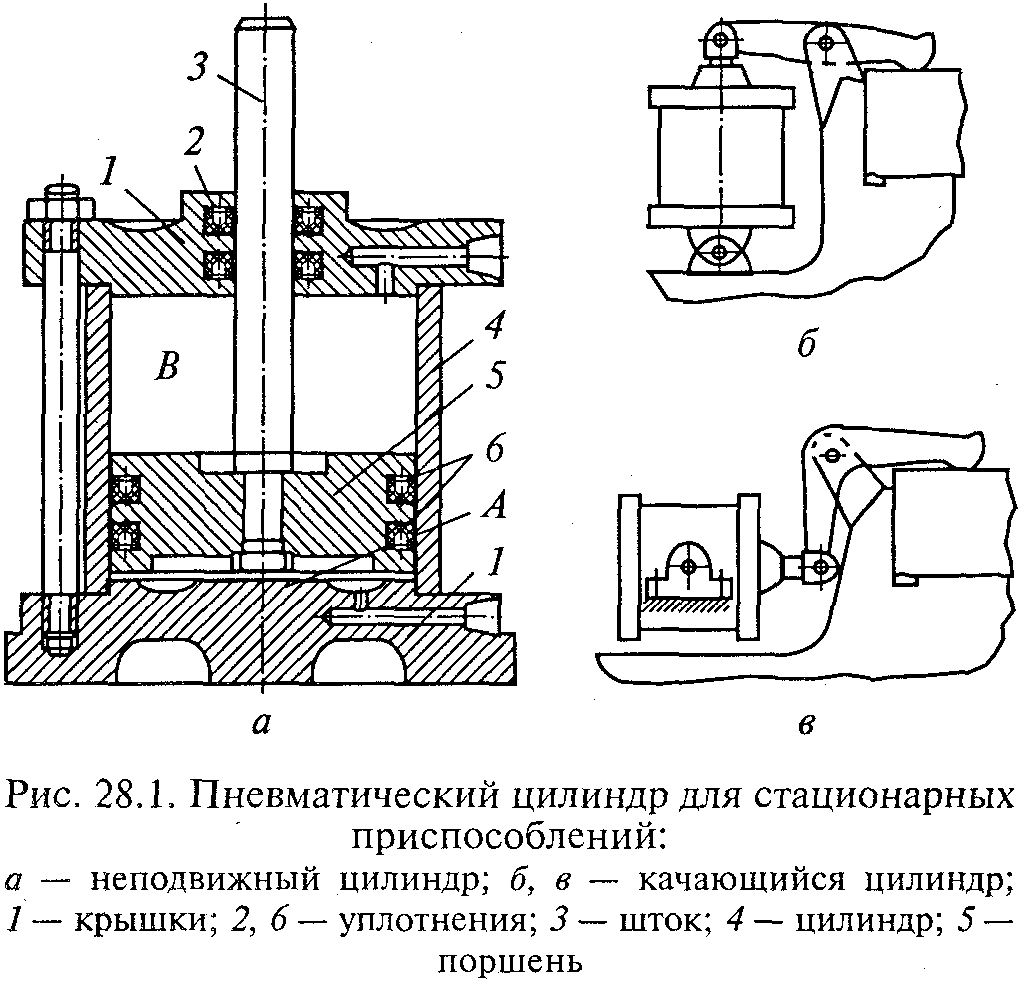 оршневой
привод. Они
бывают неподвижного, качающегося и
вращающегося
типов, одностороннего и двустороннего
действия. Особенности
поршневого привода: величина хода
поршня может быть
любой в зависимости от длины цилиндра;
на протяжении всей
длины хода поршня зажимное усилие
остается неизменным; небольшая
часть давления сжатого воздуха
расходуется на преодоление
силы трения; конструкция основного
рабочего органа (поршня)
сложнее диафрагмы из-за необходимости
герметичности в подвижном
соединении; габаритные размеры привода
развиты в осевом
направлении; высокие требования к
чистоте обработки деталей
привода (поршня и цилиндра); в эксплуатации
наблюдаются случаи прилипания
уплотнения к цилиндру при длительных
остановках
в работе, особенно при малых диаметрах
поршня, что иногда создает трудности
при пуске; стойкость на износ уплотнений
поршня ниже работоспособности диафрагмы;
наблюдаются утечки
сжатого воздуха, которые возрастают к
концу срока службы
уплотнений; стоимость изготовления
поршневого привода выше диафрагменного.
оршневой
привод. Они
бывают неподвижного, качающегося и
вращающегося
типов, одностороннего и двустороннего
действия. Особенности
поршневого привода: величина хода
поршня может быть
любой в зависимости от длины цилиндра;
на протяжении всей
длины хода поршня зажимное усилие
остается неизменным; небольшая
часть давления сжатого воздуха
расходуется на преодоление
силы трения; конструкция основного
рабочего органа (поршня)
сложнее диафрагмы из-за необходимости
герметичности в подвижном
соединении; габаритные размеры привода
развиты в осевом
направлении; высокие требования к
чистоте обработки деталей
привода (поршня и цилиндра); в эксплуатации
наблюдаются случаи прилипания
уплотнения к цилиндру при длительных
остановках
в работе, особенно при малых диаметрах
поршня, что иногда создает трудности
при пуске; стойкость на износ уплотнений
поршня ниже работоспособности диафрагмы;
наблюдаются утечки
сжатого воздуха, которые возрастают к
концу срока службы
уплотнений; стоимость изготовления
поршневого привода выше диафрагменного.
На рис. 28.1, а представлена конструкция неподвижного цилиндра, а на рис. 28.1, б и в даны примеры использования качающихся цилиндров. Основным рабочим органом, преобразующим энергию сжатого воздуха в зажимное усилие в поршневом приводе, является поршень 5 со штоком 3, который помещен в цилиндре 4, герметически закрытом крышками 1. Герметическое разделение рабочих полостей А и В осуществляется с помощью специальных уплотнений 6, которые закреплены на поршне 7. Герметичность в полости В, в месте выхода штока, достигается также с помощью специальных уплотнений 2.
К пневматическим цилиндрам предъявляются следующие технические требования: герметичность при давлении сжатого воздуха — 0,6 МПа; утечки сжатого воздуха через тела крышек, по резьбам и стыкам, а также через уплотнения поршня и штока не допускаются; проверку на прочность проводят при давлении 0,9 МПа, при этом наружные утечки не допускаются; испытание на работоспособность проводят путем перемещения штока из одного крайнего положения в другое в диапазоне рабочих давлений 0,2...0,6 МПа, причем перемещения должны быть плавными, без рывков и заеданий; давление трогания с места без нагрузки — не выше 0,03 МПа; проводят очистку всех воздушных каналов перед сборкой и проверку на проходимость; прилагают усилие, развиваемое поршнем цилиндра во время его перемещения при давлении 0,6 МПа, — не менее 85 % от максимального расчетного; проводят смазку трущихся поверхностей; работа пневмопривода должна быть без потери герметичности; долговечность для цилиндров с уплотнением поршня манжетами — не менее 400 тыс. двойных ходов при длине хода, равной двум диаметрам цилиндра, а для цилиндров с уплотнением поршня кольцами круглого сечения — не менее 150 тыс. двойных ходов.
Вращающиеся пневмоцилиндры используются преимущественно для привода токарных приспособлений и бывают одно- и двустороннего действия со сплошным или полым штоком, цилиндры двустороннего действия — одинарными или сдвоенными. Они обеспечивают повышенную тяговую силу на штоке.
При расчете пневмоцилиндра должны быть заданы значения требуемого усилия Q или диаметра цилиндра D и длина хода поршня L, которые определяют основные конструктивные параметры пневмопривода. Для обеспечения безударной и плавной работы пневмоцилиндра назначают рабочую скорость перемещения поршня v = 0,2... 1,0 м/с. В необходимых случаях устанавливается время рабочего или холостого хода поршня. В конце хода поршня необходимо предусматривать торможение для снижения скорости до 0,05...0,1 м/с, что обеспечивает безударную работу пневмопривода.
В табл. 28.1 приведены основные расчетные параметры пневмо-цилиндров, которые могут быть определены по приближенным расчетным формулам и в которых не учитываются потери давления и объемов в трубопроводах. При расчетах пневмопривода принимать расчетное давление сжатого воздуха р = 0,5 МПа.
Диафрагменный привод. Особенности диафрагменного привода: величина хода штока ограничена возможной деформацией диафрагмы и зависит от диаметра, толщины и материала, из которого изготовлена диафрагма (если применяют специальные диафрагмы, ход штока равен 1/3 диаметра диафрагмы); зажимное усилие переменно по всей длине хода штока, так как затраты давления сжатого воздуха на деформацию диафрагмы все время возрастают по мере увеличения деформации диафрагмы (в крайней точке хода Штока зажимное усилие равно нулю, поэтому используют обычно не более 3/4 полного возможного хода и допускают изменение зажимного усилия не более 15...20%); конструкция основного рабочего органа — диафрагмы проще поршня и не требует механической обработки (герметичность осуществляется неподвижным закреплением диафрагмы на штоке и в корпусе привода);
Таблица 28.1