

§ 4. Адсорбционные и каталитические методы очистки от сернистого ангидрида
При сухих методах очистки в качестве адсорберов наиболее перспективны аппараты кипящего слоя и парные аппараты фирмы «Лурги», работающие па активированных углях, силикагелях и синтетических смолах, описанные выше.
Преимущества адсорбционных методов — простота устройства и компактность оборудования, возможность очистки нагретых и запыленных газов, высокая степень очистки, относительно небольшие капитальные затраты. Выброс в дымовую трубу нагретых газов улучшает рассеивание их в атмосфере.
Однако технико-экономические показатели процесса невысоки. Кипящий слой характеризуется значительными расходами адсорбента (вследствие истирания) и энергии на преодоление гидравлического сопротивления аппарата и перемещение сорбента, а также тепла на десорбцию и отдув уловленного SO2. Парный аппарат фирмы «Лурги» характеризуется невысокой интенсивностью процесса и большим расходом энергии, связанным с работой насоса и скруббера Вентури. Пока адсорбционная очистка отходящих газов от SO2 в металлургии не применяется.
Каталитические методы очистки основаны на способности SO2 окисляться в SO3, который, легко взаимодействуя с водой, образует товарный продукт — серную кислоту. С применением катализаторов этот процесс может быть значительно интенсифицирован. В процессе отсутствуют отходы, что делает его весьма экономичным.
Методы каталитического окисления SO2 делят на две группы: к первой относят методы окисления SO2 в водных растворах в присутствии катализатора, ко второй — окисление в газовой фазе на катализаторе.
Окисление SO2 в растворах основано на том, что при контакте газовой фазы с водой SO2 переходит в раствор. При наличии в воде ионов железа и марганца растворенный в воде кислород энергично окисляет SO2 в SO3. Однако наилучшим катализатором является пиролюзит, с помощью которого в промышленных условиях степень очистки газов от SO2 может быть доведена до 80—85 %; получаемая серная кислота имеет концентрацию 30—40 %. Процесс рекомендуют вести в барботажных абсорберах с сильно развитой поверхностью контакта жидкой и газообразной фаз.
При окислении SO2 в газовой фазе в присутствии катализатора предусматривается последующая абсорбция образовавшегося SO3 водой с получением серной кислоты. В качестве катализатора применяют оксид ванадия V2O5 или контактную массу БАВ (барий, алюминий, ванадий). В обоих случаях оптимальная температура процесса 450—480 °С, до нее следует нагревать газ, что связано с большими расходами тепла. Перед очисткой от SO2 газы должны быть тщательно очищены от пыли и СО, которые неблагоприятно влияют на процесс контактного окисления SO2 в SO3 и могут отравить катализатор. В черной металлургии каталитическая очистка газов от SO2 пока не применяется.
§ 5. Очистка газов агломерационных машин от оксида углерода
В зависимости от состава руды содержание СО в газах агломерационных машин колеблется в пределах 0,3—3,0 %. Ввиду высокой токсичности выброс СО в атмосферу нежелателен, однако никакие меры по снижению его содержания практически пока не реализованы.
Выбросы СО в атмосферу можно уменьшить тремя способами: сорбцией жидкими и твердыми поглотителями; дожиганием при температурах выше температуры самовоспламенения; каталитическим окислением при невысоких температурах.
В химической технологии для поглощения СО применяют медноаммиачные соли. Процесс идет при высоких давлениях (до 30 МПа) и низких температурах и потому для металлургии неприемлем. Ведутся разработки по адсорбции СО цеолитами, которые для металлургии малоперспективны вследствие больших объемов газов, малой поглотительной способности цеолитов и необходимости глубокой предварительной очистки газов от пыли и избыточной влаги.
Дожигание СО до СО2 в атмосфере возможно при соблюдении двух условий: температура процесса выше температуры воспламенения СО ( ~ 800 С) и концентрация СО в газах более 12%. Выполнить и то, и другое условие применительно к агломерационным газам, имеющим температуру 120—150 °С, крайне затруднительно, поэтому дожигание СО до СО2 в атмосфере неперспективно.
Каталитическое окисление СО в СО2 — единственный реальный способ избавиться от СО в агломерационных газах. Однако наличие в них пыли и сернистых соединений крайне ограничивает выбор катализатора; можно применять катализаторы только платиновой группы, например палладиевые. При пропуске газов через слой палладиевого катализатора толщиной 150 мм при температуре 300—350 °С и потере давления 15 кПа обеспечивается полное окисление СО в СО2.
Разработана схема очистки агломерационных газов от СО и SO2, в основе которой находится контактный аппарат, где в присутствии катализаторов СО окисляется в СО2, a SO2 в SО3 (рис. 23.8).
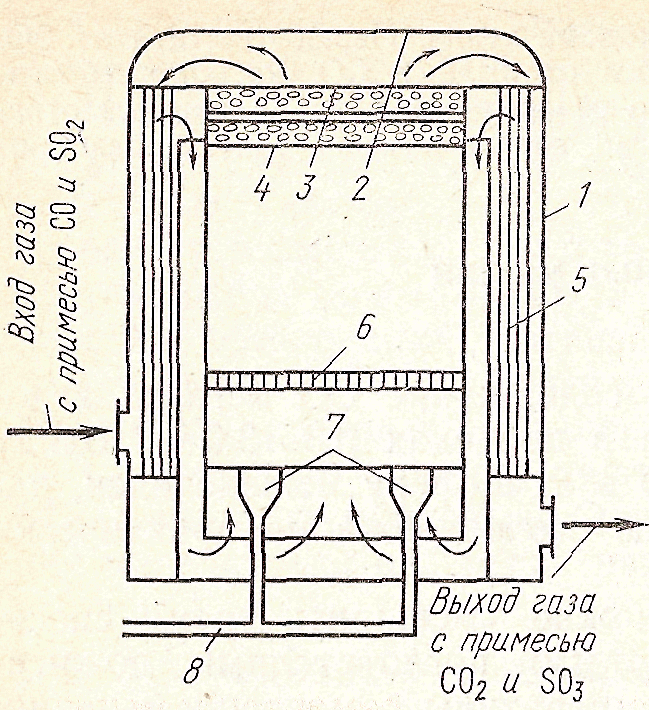
Рис. 23.8. Схема контактного аппарата для окисления СО в СО2 и SO2 в SO3: 1 — кожух; 2 — крышка; 3, 4 — кассеты с катализатором; 5 — трубчатый теплообменник; 6 — смесительная распределительная решетка; 7 — горелки; 8 — подвод топлива.
Контактный аппарат имеет цилиндрический трубчатый теплообменник, внутри которого в полом цилиндре размещены две кассеты: нижняя заполнена палладиевым катализатором для окисления СО в СО2, а верхняя — ванадиевым катализатором для окисления SO2 в SО3. Агломерационные газы с температурой до 150 °С поступают в теплообменник контактного аппарата, где подогреваются теплом отходящих из аппарата газов. Дополнительный подогрев до нужной для окисления SО2 температуры (400—450 °С) осуществляется за счет сжигания дополнительного топлива в горелках, установленных внутри аппарата.
Для аглоленты с выходом газа 210 тыс. м3/ч требуется установить четыре таких аппарата диаметром 6 и высотой 7 м. До них предусмотрена установка фильтра тонкой очистки (электрофильтра или рукавного фильтра), а за ними - холодильника-конденсатора с поверхностью охлаждения 1700 м2 для паров серной кислоты, образующейся из SO3 и водяных паров. В установке такого типа можно получать до 40 т/сут 80 %-ной серной кислоты. Расход тепла на проведение процесса 5·107 кДж/ч; расход катализатора для СО 15 т/год, для SO2 15 т/год. Стоимость палладиевого катализатора 6,9, ванадиевого 0,53 тыс. руб/т.
В последнее время разработан нечувствительный к пыли, SO2, СО2 и Н2О катализатор, наносимый на пористые элементы, состоящие из пачки листов или пачки мелких трубок, которые практически не имеют гидравлического сопротивления. В настоящее время катализатор проходит длительную промышленную проверку.