

3.3.8.5 Улавливание бензольных углеводородов
Парообразные бензольные углеводороды извлекают из газа, главным образом, учитывая их значительную ценность при невысокой токсичности. В составе бензольных углеводородов основным является сырой бензол – C6H6 (70-75%), остальное – многие другие ценные вещества, упомянутые выше в связи с названной группой углеводородов. Бензол в виде прозрачной жидкости применяют для производства стирола, капролактама, растворителей, анилиновых красителей, ансектицидов, взрывчатых веществ и др. в качестве способа улавливания бензольных веществ применяют абсорбцию органическими поглотителями – каменноугольным или нефтяным маслом.
Абсорбционно-десорбционная система улавливания бензола состоит из трех блоков:
1) установка конечного охлаждения коксового газа;
2) скруббер противоточной абсорбционной обработки газа диспергированным маслом;
3) отделение десорбции – выделения смеси бензольных углеводородов из масла.
Так называемое конечное охлаждение газа до температуры 20-300С диспергированной водой необходимо для последующего наиболее полного поглощения бензола. Схема охлаждения газа предусматривает также удаление из него остатков смолы и нафталина (рис 3.26.)
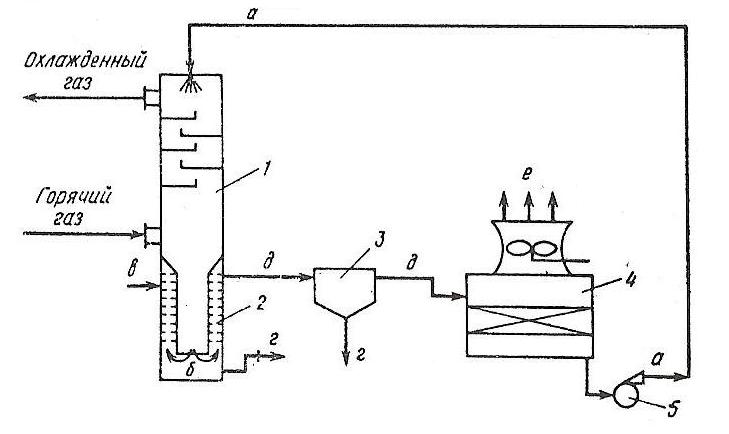
Рис. 3.26. Типовая схема установки конечного охлаждения коксового газа: 1 – верхняя (газовая) секция конечного холодильника; 2 – секция экстракции нафталина; 3 – отстойник для смолы; 4 – градирня; 5 – насос для подачи оборотной воды; а – оборотная охлажденная вода; б – вода со взвесью кристаллов нафталина; в – горячая смола; г – смола, насыщенная нафталином; д – теплая оборотная вода; е – воздух, загрязненный HCN и другими ядами.
Главным недостатком технологической схемы конечного охлаждения газа является поглощение водой из газа цианистого водорода, сероводорода, аммиака, частичное улавливание бензольных углеводородов, унос нафталина и смолы. Эти вещества десорбируются – выделяются из паров воды в воздух на градирне, поэтому выбросы, например, цианистого водорода, сероводорода, бензольных углеводородов на заводе производительностью 1 млн. т. кокса в год велики и составляют, соответственно: 50-60, 10-15 и 100-140 кг/ч, или суммарно до 1785 т/год. Эта серьезная опасность привела к замене на ряде заводов открытого цикла охлаждения с вентиляторной градирней на кожухообразные охладители, при которых все упомянутые загрязнители попадают с конденсатом в оборотные сточные воды. В оборотной охлаждающей воде возрастают концентрации цианидов (CN-), тиоцианатов (SCN-), резко усиливающих коррозионный износ аппаратов обработки коксового газа.
В абсорберах концентрация бензольных углеводородов в газе снижается от исходных 30-40 до 3г/м3, т.е. более чем в 10 раз.
Десорбция – отгонка бензольных веществ из поглотительного масла проводится в десорберах (бензольных колоннах – подогревателях) путем нагрева масла паром с температурой 135-1800С и давлением 0,5-0,6 Мпа.
Проблемы улавливания и обработки химических продуктов коксования решаются за рубежом с максимальной ориентацией на экологические цели. В Германии, например, реализуется проект улавливания из коксового газа многих ингредиентов под давлением 0,1 – 0,8 Мпа и при резких изменениях температур от 25-300С до минус 130-1400С; при этом концентрации вредных веществ в очищенном газе снижается в 8-10раз.