

4.6. Электронные модули на печатных платах
Электронные модули на ПП (ЭМПП) являются основными сборочными единицами современных САУ ЛА. Поэтому от их параметров в значительной степени зависят массо-габаритные, надёжностные и стоимостные характеристики электронных систем. ЭМПП представляют собой совокупность компонентов (ЭРЭ и ИС), смонтированных на ПП и электрически соединенных с контактными площадками. Таким образом, ПП по отношению к компонентам выполняют одновременно функции несущей основы и коммутирующей схемы.
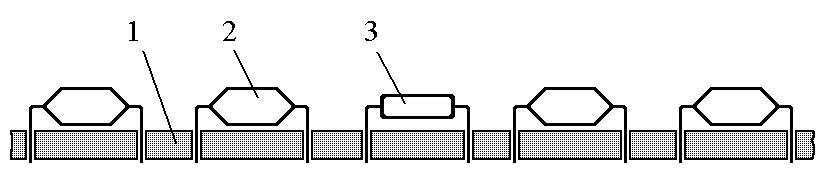
Основные варианты конструкций ЭМПП приведены на рис. 4.69.
а
б
в
Рис. 4.69. Варианты конструкций ЭМПП: а – с компонентами, монтируемыми в отверстия;
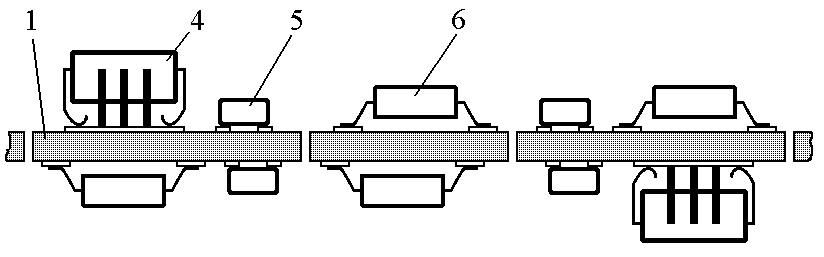
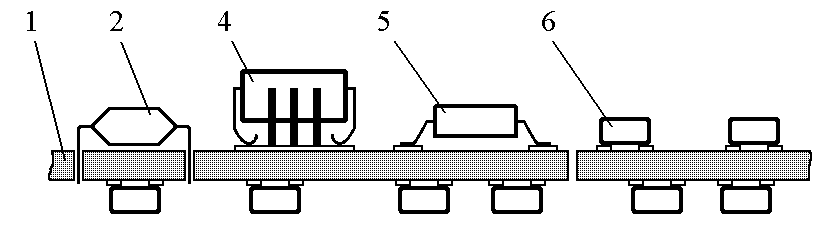
б – с компонентами, монтируемыми на поверхность; в – со смешанными компонентами:
ПП; 2 – корпус DIP; 3 – компонент с аксиальными выводами; 4 – корпус PLCC; 5 – корпус SOIC; 6 – пассивные компоненты для поверхностного монтажа (чип-резисторы и чип-конденсаторы)
Многие годы большинство ЭМПП выполнялось по варианту (рис. 4.69, а), пока в Японии изготовители электронных устройств в конце 70-х годов не начали первыми в мире монтировать пассивные чип-компоненты, ранее применявшиеся только в ГИС и МСБ (рис. 4.70, а), непосредственно на поверхность ПП. Это новое направление получило название Surface Mount Technology (SMT) – Технология поверхностного монтажа. В дальнейшем были разработаны специальные корпуса поверхностно монтируемых компонентов:
MELF (Metal Electrode Face Bonded), SOIC (Small Outline Integrated Circuit), PLCC (Plastic Leaded Chip Carrier), LCCC (Leadless Ceramic Chip Carrier), PQFP (Plastic Quad Flatpack), BGA (Ball Grid Array) и др.
Безвыводные корпуса прямоугольной формы (рис. 4.70, а) являются наиболее распространенным типом корпусов для R и C компонентов. Они различаются стоимостью, габаритными размерами, рабочим напряжением (или рассеиваемой мощностью). Для указания геометрических размеров таких корпусов используется краткая форма обозначения, например 1206 означает, что компонент имеет длину 0,12 дюйма, а ширину 0,06 дюйма. Чип-компоненты в таких корпусах изготовляются по тонко- или толстопленочной технологии.
Корпуса типа MELF (Metal Electrode Face Bonded) представляют собой слегка измененный безвыводной вариант обычного резистора или конденсатора с аксиальными выводами (рис. 4.70, б). В корпусах типа MELF в основном выпускаются керамические конденсаторы и пленочные резисторы, а также кремниевые диоды, катушки индуктивности, устройства защиты.

а б
Рис. 4.70. Корпуса пассивных элементов для поверхностного монтажа:
а – прямоугольной формы; б – MELF:
1 – защитное покрытие; 2 – резистивный слой; 3 – керамическое основание; 4 – контактные поверхности
Корпуса компонентов для поверхностного монтажа (по сравнению с традиционными компонентами) отличаются меньшей массой (что повышает устойчивость к вибрациям) и габаритами (рис. 4.71). Малая длина выводов уменьшает паразитные связи и способствует повышению быстродействия САУ ЛА.
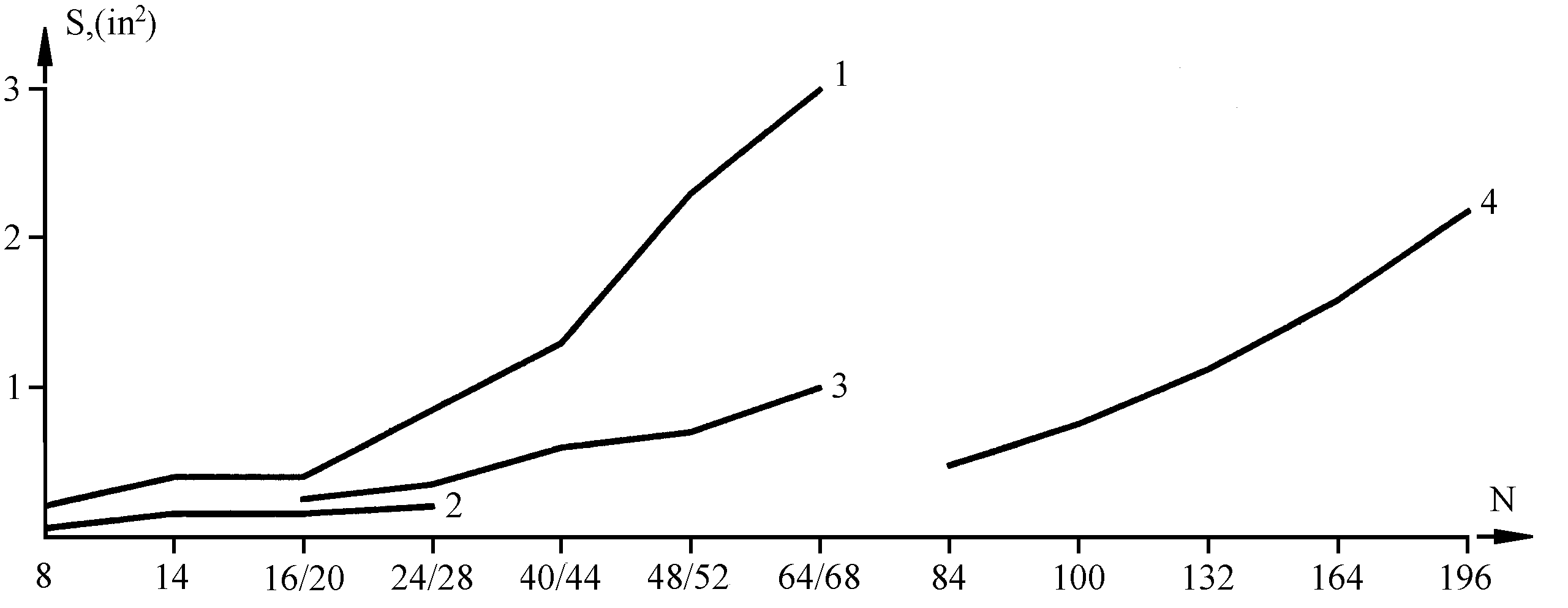
Рис. 4.71. Зависимость площади (S), занимаемой различными корпусами на ПП, от числа выводов (N): 1 – DIP; 2 – SOIC; 3 – PLCC/LCCC; 4 – PQFP
Производство компонентов в корпусах для поверхностного монтажа постоянно растет, но традиционные компоненты со штыревыми выводами также остаются в применении. Наиболее распространенным вариантом ЭМПП в настоящее время считается конструкция со смешанным монтажом (рис. 4.72).
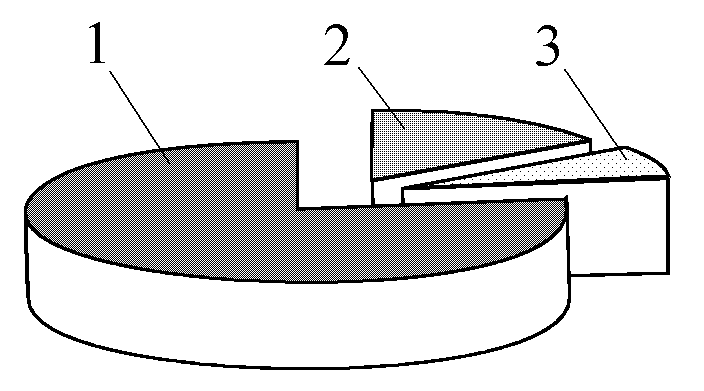
Рис. 4.72. Современное соотношение различных вариантов ЭМПП:
1 – смешанный монтаж; 2 – поверхностный монтаж; 3 – монтаж в отверстия
Технологический процесс изготовления ЭМПП состоит из следующих основных этапов: подготовка компонентов к монтажу; установка компонентов на ПП; получение электрических соединений выводов компонентов с печатным монтажом; контроль ЭМПП.