

Металлизация
Металлизация ППИС включает в себя процессы получения контактов, межсоединений и контактных площадок. По основным требованиям и применяемой технологии внутренняя электрическая разводка ППИС и тонкопленочных ГИС во многом схожи. Главная особенность металлизации ППИС связана с необходимостью контактирования с активными (p или n типа) областями, а также, как правило, предельной микроминиатюризацией.
Например, при ширине линий < 2 мкм возрастает интенсивность электромиграции, теоретически оптимальное круглое сечение проводников не может быть реализовано в планарных структурах, поэтому для субмикронных линий необходим переход к квадратному сечению и т.д. Металлизация ППИС может быть одно- или многоуровневой, выполняться из одного или разных материалов (рис. 4.59).
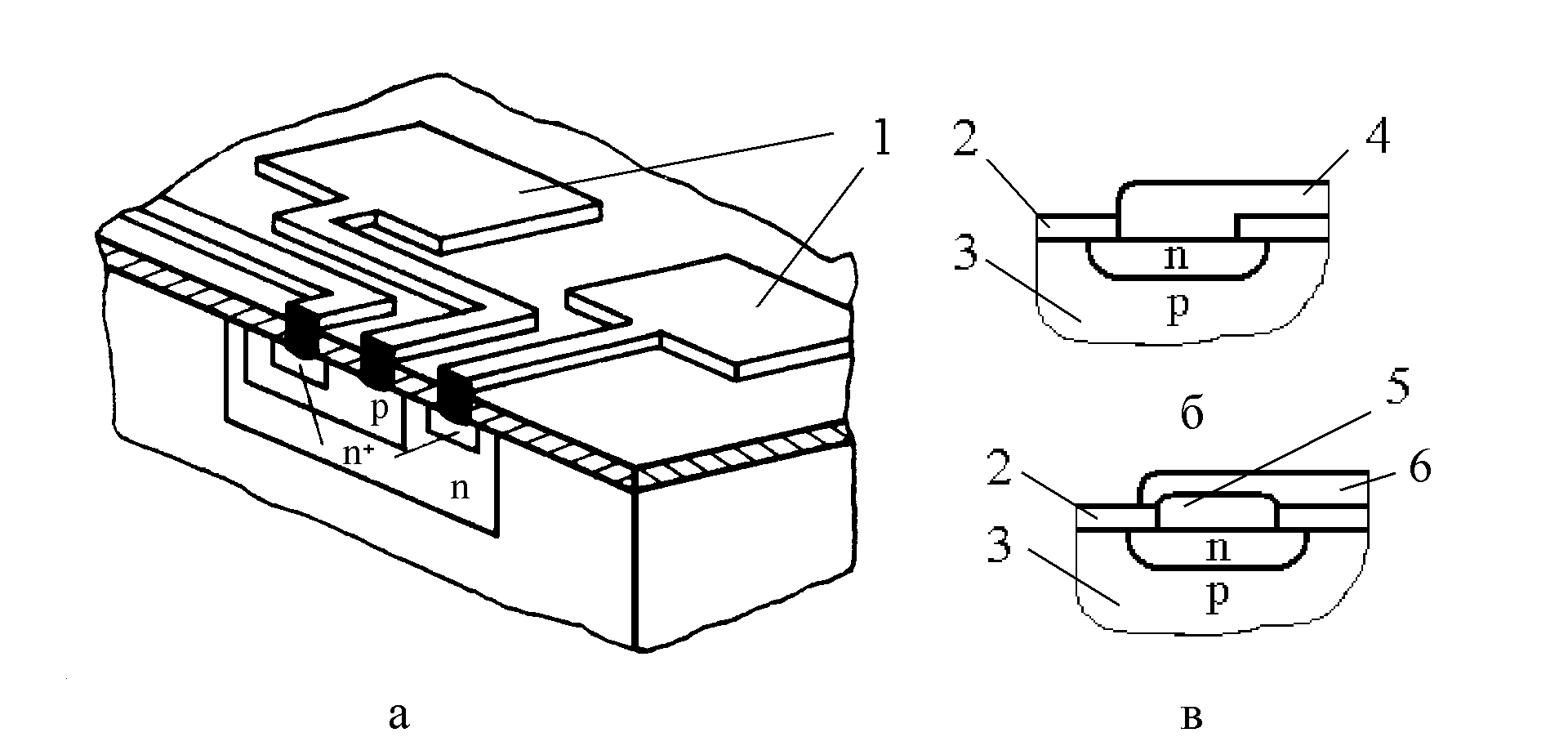
Рис. 4.59. Фрагмент одноуровневой коммутации ППИС и варианты её выполнения: а – из одного материала; б – из двух материалов; 1 – контактные площадки для внешних связей; 2 – SiO2; 3 – полупроводниковая структура; 4 – контакт и коммутация из одного материала; 5 – контакт; 6 - коммутация
Наиболее предпочтительным является вариант «б», но для его реализации трудно подобрать высокопроводящий материал, который бы обеспечивал надежный контакт с активными областями (без химического взаимодействия и взаимной диффузии). В структурах, выполненных по варианту «в» в качестве контактного слоя используют W, Mo, Cr, Ti, а коммутацию выполняют из драгметаллов (Au, Pt).
Основным материалом для создания контактов, затворов в МДП-структурах, и контактных площадок в кремниевых ППИС по варианту «б» является Al. Он отвечает многим требованиям, но с областями n типа образует выпрямляющий контакт. Чтобы этого избежать приконтактную область выполняют высоколегированной (n+) с концентраций примеси не менее, чем 5·1017 атомов/см3 (рис. 4.59, а). При многоуровневой коммутации (в настоящее время до 8 слоев) Al используют для внутрислойных соединений, а для межслойных - используется W. Межслойную изоляцию обычно выполняют из SiO2. С уменьшением размеров проводников существенно возрастает удельное сопротивление металлических пленок, а также возрастает электромиграция (особенно у Al). Поэтому ведущие фирмы при переходе на новую технологию (AMD - на 0,18-микронную, а Intel – на 0,13-микронную) стали использовать медные соединения. В отличие от Al медь характеризуется меньшей электромиграцией и лучшей электропроводностью, но коэффициент ее диффузии в Si на несколько порядков выше, чем у Al. Поэтому в качестве контактов используют W (рис. 4.60) или создают тонкий (порядка 10 нм) барьерный слой, препятствующий диффузии Cu в полупроводник.
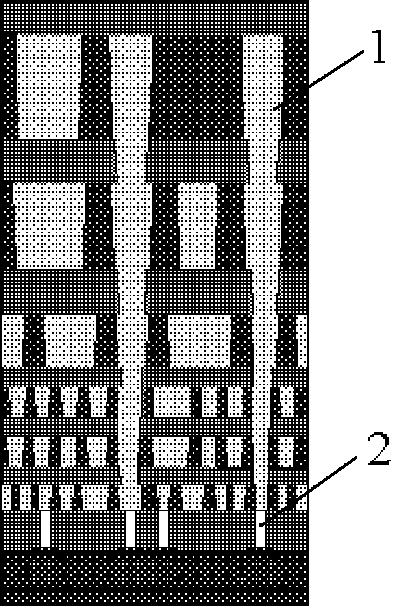
Рис. 4.60. Сечение 6-уровневой металлизации:
1- медь; 2- вольфрам
Для минимальной задержки сигналов предпочтительно, чтобы отношение толщины медного проводника к его ширине составляло 1,6…2. Для получения медных проводников с таким сечением используют технологию dual damascene, которая выполняется в следующей последовательности. В слое SiO2 с использованием литографии вытравливают канавки, которые покрывают слоем (TiN или TaN), препятствующим диффузии Cu в SiO2 . Далее термовакуумным методом осаждается сплошной слой Cu с последующим доращиванием гальванически. Излишки Cu снимаются шлифованием, в результате чего она остается только в канавках. Затем поверхность покрывается слоем Si3N4, который будет защищать созданную структуру при травлении канавок в очередном (формируемом сверху) уровне коммутации. В качестве диэлектрика для межслойной изоляции применяют SiO2
( = 3,9) и другие материалы с малым (low-k). Ведущие фирмы работают над поиском новых материалов для межслойной изоляции, а также технологических процессов их нанесения (так как высокотемпературные методы осаждения диэлектриков способствуют дополнительной диффузии меди), что приведет к дальнейшему повышению степени интеграции. Например, фирма Intel (табл. 4.8) планирует каждые два года удваивать плотность расположения транзисторов (так называемый «закон Мура»).
Планы фирмы Intel по внедрению новых технологических процессов
Таблица 4.8
Процесс |
P856 |
P858 |
Px60 |
P1262 |
P1264 |
P1266 |
P1268 |
P1270 |
Начало производства |
1997 |
1999 |
2001 |
2003 |
2005 |
2007 |
2009 |
2011 |
Проектная норма, нм |
250 |
180 |
130 |
90 |
65 |
45 |
32 |
22 |
Диам. подложки, мм |
200 |
200 |
200/300 |
300 |
300 |
300 |
300 |
300 |
Межсоединения |
Al |
Al |
Cu |
Cu |
Cu |
Cu |
Cu |
? |
МДП-транзистор Канал |
Si |
Si |
Si |
Растянутый Si |
||||
Диэлектрик |
SiO2 |
SiO2 |
SiO2 |
SiO2 |
SiO2 |
High-k |
||
Электрод затвора |
Поликристаллический Si |
Металл |
||||||
После того, как максимально использованы групповые методы обработки и схемы прошли тестирование, подложку разделяют (с использованием абразивного инструмента или луча лазера) на отдельные кристаллы, которые в дальнейшем подлежат корпусированию или оформляются в бескорпусном варианте (для использования в ГИС и МСБ).