

Надежность сау ла
В процессе эксплуатации САУ ЛА могут находиться в работоспособном или неработоспособном состоянии. Переход в неработоспособное состояние обычно происходит по причине отказа одного или нескольких элементов, программного обеспечения и т.д. Отказы подразделяют на: внезапный и постепенный, явный и скрытый, зависимый и независимый, конструктивный, производственный, эксплуатационный и т.д.
САУ ЛА могут быть обслуживаемыми и необслуживаемыми, восстанавливаемыми и невосстанавливаемыми, ремонтируемыми или неремонтируемыми. Все эти определения дают качественную характеристику изделия. В ТЗ задаются количественные показатели для конкретных эксплуатационных условий, которые подлежат расчету. Поскольку отказ - событие случайное, то все оценки надежности носят вероятностный характер.
Для количественной оценки надежности чаще всего используют функцию интенсивности отказов λ(t), часто называемой λ – характеристикой. Интенсивность отказов λ(t) является критерием, наиболее полно определяющим надежность неремонтируемых САУ ЛА, а также составляющих их элементов и компонентов (резисторов, конденсаторов, ИС, печатных плат, соединений сваркой, пайкой и т.д.). Идеализированный вариант функции λ(t) приведен на рис. 2.2.
-
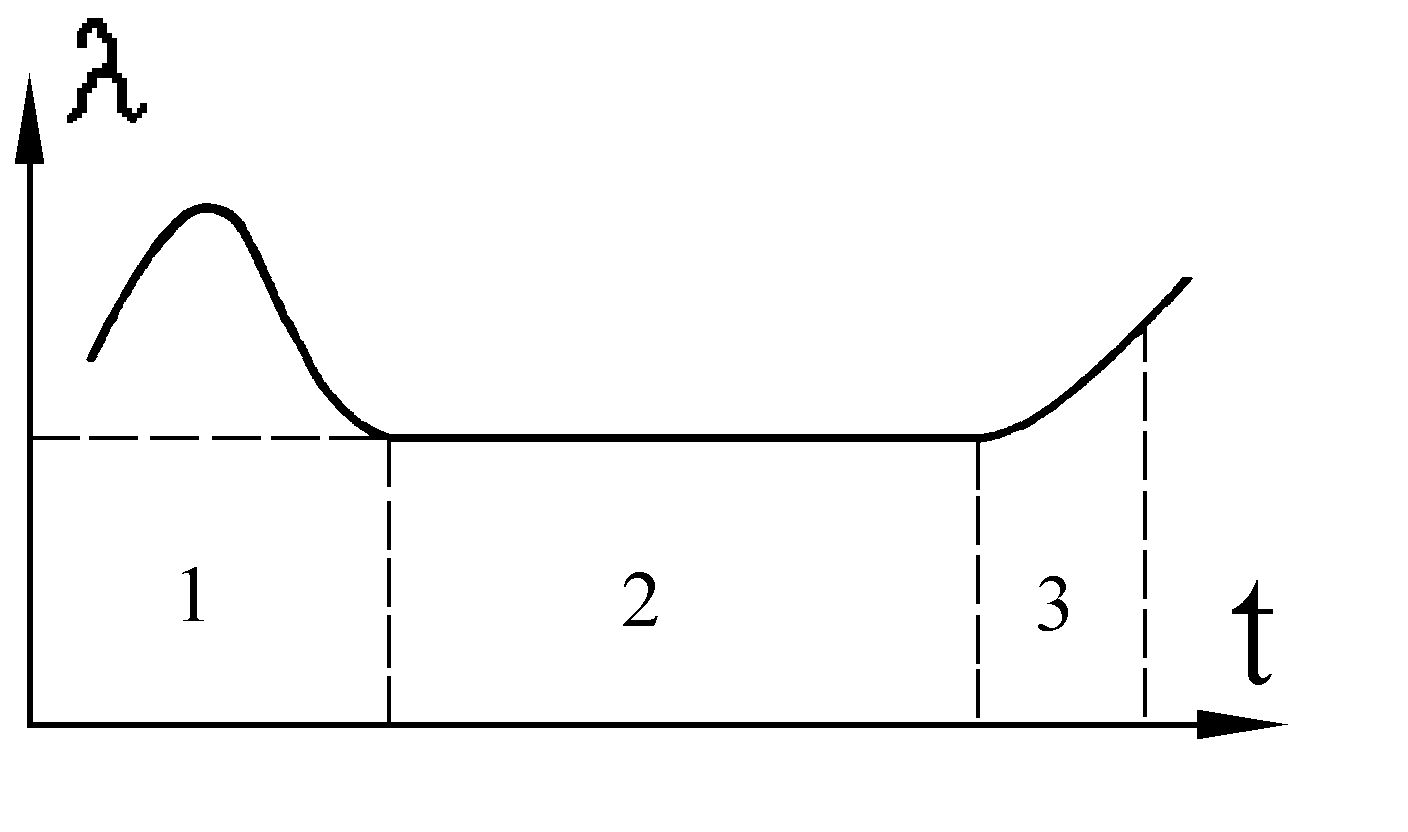
Рис. 1.2. График функции λ(t)
Область 1 называют временем приработки. Объекты, претерпевшие отказы на этом участке, как правило, имеют недостаточную электрическую и механическую прочность. Область 2, для которой λ(t) ≈ λ и имеет минимальное значение, соответствует нормальному периоду работы САУ ЛА. В области 3 интенсивность отказов растет, что обусловлено старением материалов и износом деталей. Все оценки надежности выполняются для периода нормальной эксплуатации, когда надежность постоянна или стационарна. Период приработки изучается отдельно, как нестационарный процесс и этот период должен быть исключен до начала эксплуатации (путем введения тренировки). Стационарный участок нормальной эксплуатации обычно описывается экспоненциальным распределением с постоянным параметром λ.. Значения λ являются справочными (например, в настоящее время для ИС в керамическом корпусе λ = 10–8... 10–9, 1/ч, а в пластмассовом - 10–7... 10–8, 1/ч.) и используются для расчетов прочих характеристик надежности, например, таких как: вероятность безотказной работы P(t) и средняя наработка на отказ Tср
![]() ,
,
![]() .
.
Справочные значения λ часто используют с повышающим коэффициентом kэ, учитывающим режим работы и сложность условий эксплуатации САУ ЛА.
Оценка надежности многоэлементных САУ ЛА производится обычно при следующих допущениях:
- отказы независимы;
- с точки зрения надежности элементы (ЭРЭ, ИС, паяные или сварные соединения и т.д.) соединены последовательно, т.е. выход из строя любого элемента приводит к отказу изделия в целом;
- закон распределения экспоненциальный.
Тогда
для САУ ЛА в целом суммарная интенсивность
отказов
![]() будет равна
будет равна
![]() ,
,
где N – число последовательно соединенных элементов, а λI и ni – интенсивность отказов и количество элементов i -го типа.
Средняя наработка на отказ для этого случая Tср = 1/ .
Если расчеты показывают недостаточную надежность, то принимают меры для ее повышения. Основные способы повышения надежности САУ ЛА: использование элементов и компонентов с более высокими показателями надежности, снижение влияния внешних и внутренних дестабилизирующих факторов, снижение электрической и механической нагрузки на элементы, использование резервирования. В последнем случае надежность повышается за счет использования избыточных элементов и компонентов.
Для ремонтируемых САУ ЛА обычно учитывают следующие требования:
1) изделия должны иметь встроенную систему контроля, позволяющую локализовать неисправность до сменной части;
2) необходимо разработать и изготовить ЗИП, включающий в себя конструктивные модули для замены;
3) конструкция должна допускать быструю замену узлов без применения пайки;
4) при замене узлов не должно быть подгоночных, регулировочных или подстроечных операций;
5) организовать систему технического обслуживания применительно к особенностям объекта эксплуатации и квалификации операторов.