Получение км
КМ в производстве ПП получают с использованием следующих видов резистов: ФР, трафаретных красок (ТК) и осаждаемых гальванически металлических пленок (металлорезистов, например, сплав олово-свинец). По выполняем функциям выделяют следующие типы КМ:
1. КМ, защищающие медь в растворах травления. Широко применяются все три вида резиста, поэтому его выбор определяется конкретными решаемыми задачами (например, требуемая разрешающая способность, себестоимость, наличие оборудования и т.п.).
2. Гальваностойкие КМ. Более жесткие условия гальванического осаждения по сравнению с травлением (агрессивность электролитов, наличие электрического поля, время обработки) предъявляют более высокие требования к стойкости резистов. Гальваностойкие КМ получают из ФР достаточной толщины (обычно СПФ), либо (в неответственных случаях) с использованием ТК.
3. Защитная маска (ЗМ). Защитная (паяльная) маска наносится на одну или обе стороны ПП. ЗМ образует рисунок, покрывающий поверхность проводников и диэлектрика за исключением мест будущих паек (контактных площадок), печатных разъемов и контрольных точек. ЗМ может наноситься на печатный рисунок как с покрытием (например, олово-свинец), так и без него (непосредственно на медь). Последний случай является более предпочтительным, так как в процессе пайки припой под ЗМ может расплавиться и привести к вздутиям ЗМ или замыканиям. Поэтому оловянно-свинцовый резист перед нанесением ЗМ часто удаляют. ЗМ получают трафаретной печатью (для несложных ПП) или с использованием жидких и сухих ФР.
4. Маркировка. Маркировочные знаки указывают, где и какой элемент должен монтироваться на плату. Их наносят обычно трафаретной печатью до или после нанесения ЗМ.
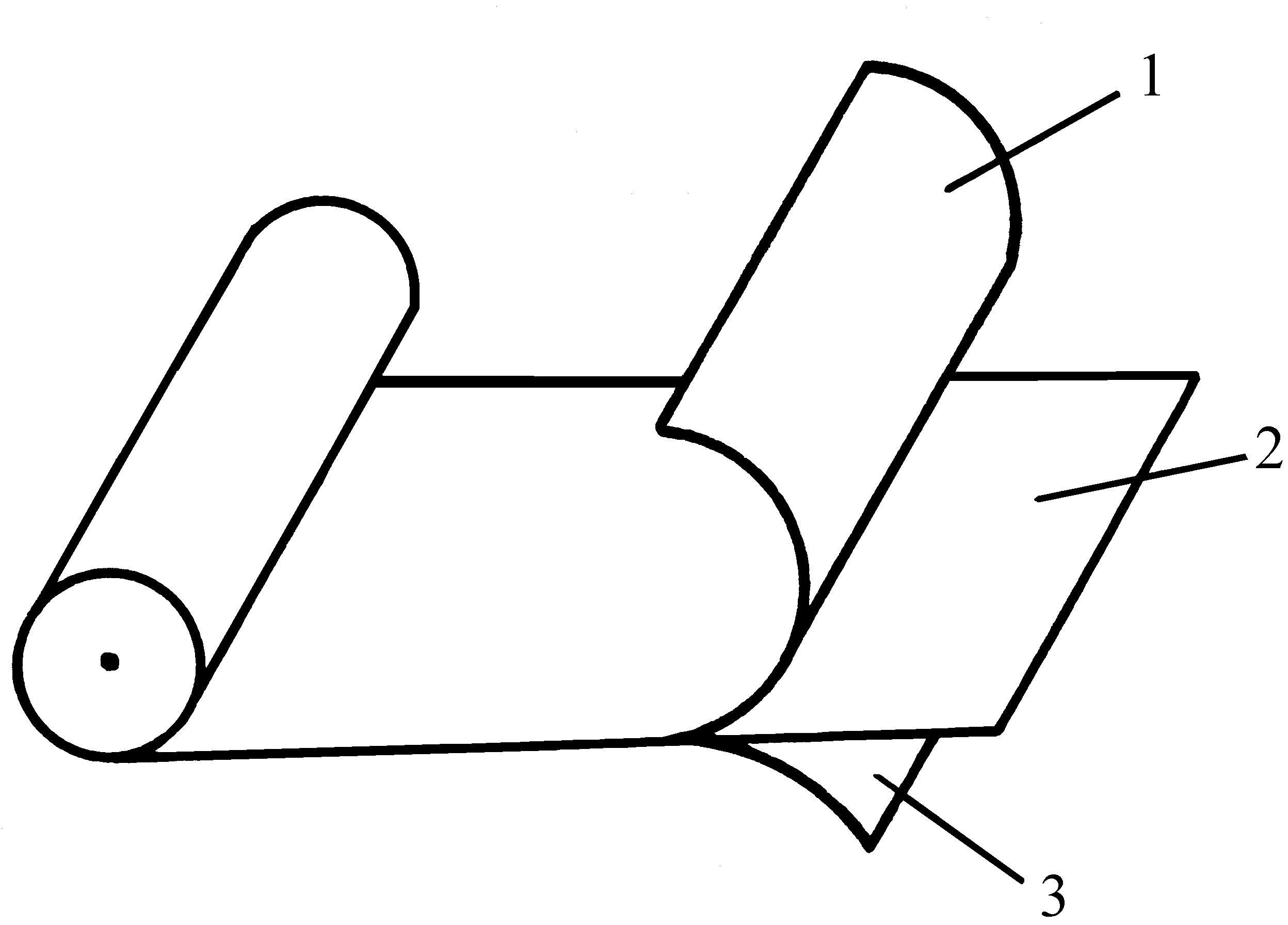
Рис.
4.24. Структура СПФ: 1
– полиэтиленовая пленка; 2 –
светочувствительный состав; 3 –
лавсановая пленка
С использованием СПФ получают КМ, защищающие медь при травлении и гальваническом осаждении (например, СПФ-2 с толщиной светочувствительного слоя 20, 40 и 60 мкм, проявление и снятие которого осуществляется в органических (весьма токсичных) растворителях, или СПФ-Вщ, обрабатываемый в слабощелочных растворах), а также в качестве ЗМ (например, СПФЗ – защитный СПФ).
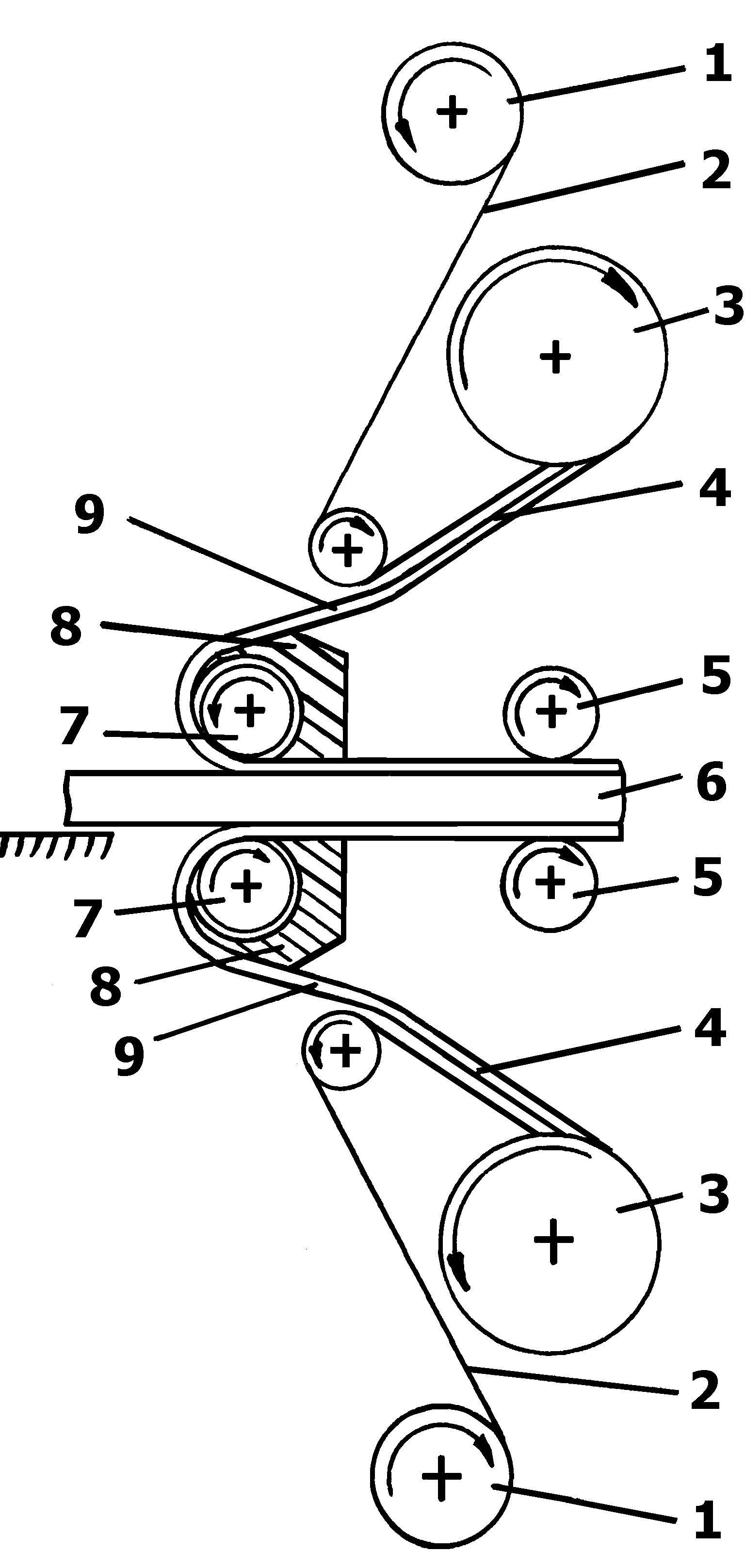
Если СПФ-2 и СПФ-Вщ наносят на гладкие поверхности (в том числе с заранее просверленными и металлизированными отверстиями), то СПФЗ наносят на рельефные поверхности с вытравленным печатным рисунком. В последнем случае используют вакуумные ламинаторы, в которых СПФЗ напрессовывается на поверхность ПП в вакууме при повышенной температуре. Заготовка ПП и СПФЗ располагаются в рабочей камере между двух эластичных
м
Рис.
4. 25. Схема установки для нанесения
СПФ: 1
– наматывающие катушки для
полиэтиленовой пленки; 2 – полиэтиленовая
пленка; 3
– сматывающая катушка с СПФ; 4 – СПФ;
5 – транспортирующие валки; 6
– заготовка СПФ с нанесенным СПФ; 7
– накатывающие валики; 8 – нагревающие
башмаки; 9 – светочувствительный
слой с лавсановой пленкой