

Методы осаждения слоев
Необходимые слои либо осаждают на подложку в процессе изготовления ПС, либо используют полуфабрикаты – подложки с уже нанесенными слоями, например, фольгированные диэлектрики. При изготовлении ПС наибольшее применение нашли следующие методы осаждения коммутационных, резистивных и диэлектрических слоев:
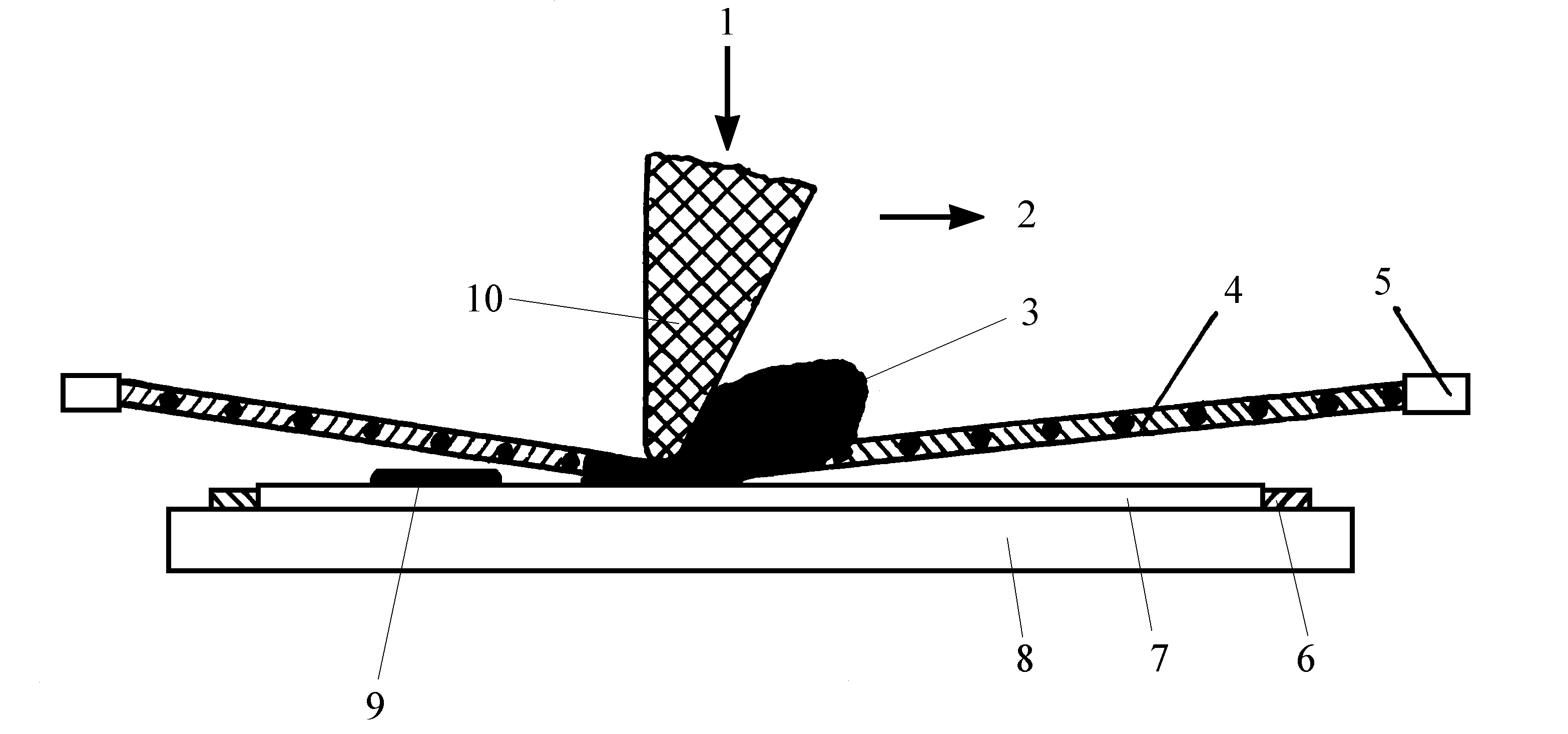
трафаретная печать (рис. 4.8);
химическое осаждение;
гальваническое осаждение;
термовакуумное испарение;
ионно-плазменные процессы получения пленок;
получение слоев окисла и нитрида кремния, эпитаксиальных и т.д.
|
Рис. 4.8. Принцип трафаретной печати: 1 – давление ракеля; 2 – направление движения ракеля; 3 – паста; 4 – трафарет; 5 – рама; 6 – фиксатор подложки; 7 – подложка; 8 – основание; 9 – оттиск |
Конфигурирование может осуществляться как в процессе осаждения слоя, так и после.
Избирательное осаждение производят через маску, содержащую окна соответствующей конфигурации, через которые осаждаемый материал попадает на подложку. Используют следующие виды масок: многоразовые маски (сетчатые трафареты, свободные маски) и одноразовые (контактные) маски.
КМ могут быть получены из ФР или пленок других материалов, сконфигурированных соответствующим образом.
Сплошные слои конфигурируют обычно с использованием КМ и реже другими способами, например, гравировкой (лазерной, механической и т.д.).
Процесс конфигурирования пленок с использованием КМ называют литографией.
Литография
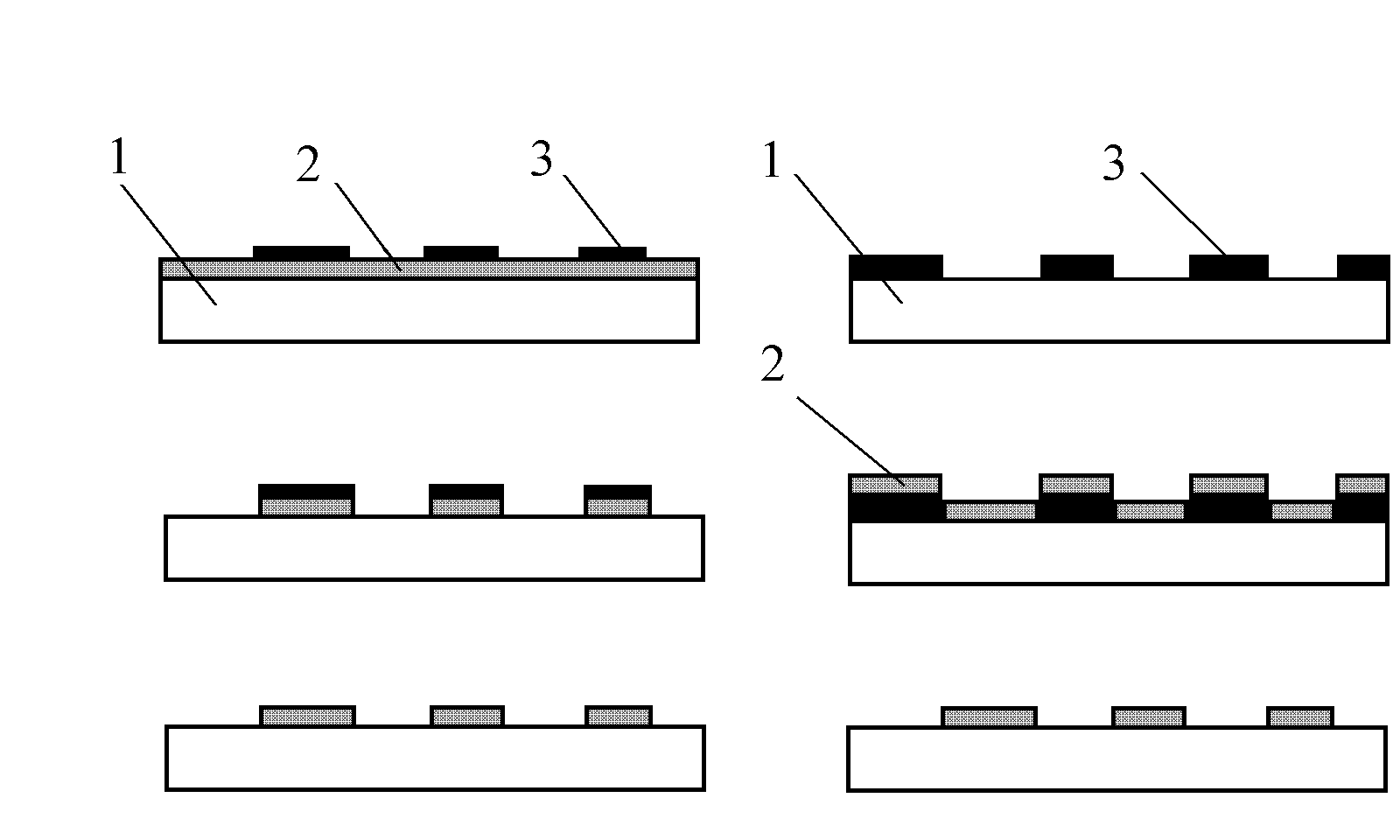
Развитие литографических процессов, которые главным образом определяют минимально возможные размеры элементов, привело к созданию различных принципов и вариантов их исполнения. Наиболее часто применяют прямую литографию (рис.4.9, а), включающую три основных этапа: получение КМ, травление открытых участков слоя и снятие КМ. В некоторых случаях, например когда травитель разрушает КМ или подложку, применяют обратную литографию (рис. 4.9, б). Толщина КМ, получаемая на первом этапе, здесь обычно должна превышать толщину конфигурируемого слоя, осаждаемого на КМ на втором этапе. Разность в толщине позволяет удалить КМ вместе с осажденными на нее участками слоя.
|
|
а |
б |
Рис. 4.9. Прямая (а) и обратная (б) литография: 1 – подложка; 2 – слой, подлежащий конфигурированию; 3 – контактная маска
|
|
В качестве материала КМ применяют ФР, трафаретные краски, химически стойкие металлы и сплавы, а также прочие материалы. Чаще всего используют органические резисты, обладающие чувствительностью к излучению той или иной длины волны – ФР, рентгено-, электроно- и ионорезисты. Соответственно различают фото-, рентгено-, электроно- и ионную литографию.
Установлено, что разрешающая способность КМ на основе органических резистов обратно пропорциональна длине волны актиничного излучения. Поэтому появление новых видов литографии, как правило, связано с переходом на меньшую длину волны излучения.
Важным этапом процесса литографии является травление слоев с открытых участков. Травление - это физико-химическая разборка кристаллической решетки на отдельные атомы или ионы. В литографических процессах применяют влажное (химическое) травление в жидкостях и сухое травление в плазме.
Первый способ более распространен, так как не требует сложного оборудования и позволяет использовать множество растворов. Недостатком влажного травления является значительное подтравливание под КМ (рис. 4.10).
|
||
а |
|
б |
Рис. 4.10. Профили печатных элементов: а - после влажного травления; б – идеальный профиль; 1 – жидкий травитель; 2 – КМ; 3 – конфигурируемый слой; 4 - подложка
|
||
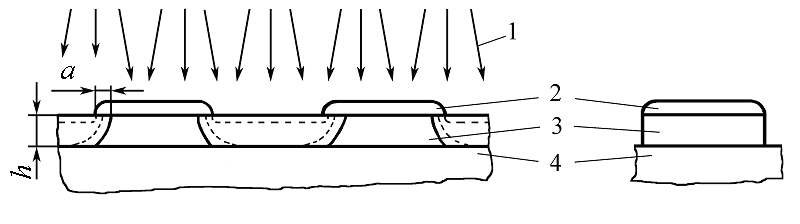
После растворения первых атомных слоев травильный раствор практически с той же скоростью начинает растворять пленку и в боковых направлениях (промежуточные стадии травления показаны пунктиром). В литографии травление слоев с одинаковой скоростью в различных направлениях называют изотропным, а с различной – анизотропным. Профиль элемента после травления характеризуется фактором травления f = h/а. Чем больше величина f, тем ниже разрешающая способность, так как ширину элемента обычно определяют по верхней части, а зазоры между элементами – по нижней. Для повышения разрешающей способности в литографии применяют: струйную подачу травильного раствора (или его паров) в направлении, перпендикулярном слою; слои меньшей толщины; сухое плазменное травление (главным образом, для получения субмикронноых элементов СБИС).
При изготовлении печатных элементов различных разновидностей ПС могут применяться как общие технологические процессы (например, получение КМ на основе ФР, трафаретная печать, травление участков слоев, не защищенных КМ и т.д.), так и специфических. С ростом сложности ФЭ, повышением объема их выпуска происходит как внедрение принципиально новых технологических процессов печати, так и «заимствование» наиболее прогрессивных из других направлений техники ПС.
Ниже рассмотрены методы получения и конфигурирования слоев применительно к тем видам ПС, при изготовлении которых в настоящее время они применяются наиболее широко.