

9.3. Радиационное отверждение покрытий
Радиационный способ считается одним из самых быстрых способов отверждения лакокрасочных покрытий: от долей секунды до нескольких секунд.
Наибольшее применение получило отверждение ускоренными электронами. Их получают с помощью низкоэнергетичных ускорителей прямого действия: «Электрон», «Аврора», «Ион», КГЭ2,5, ЭОЛ и другие мощностью от 1 до 25 кВт и с энергией электронов 0,050,2 пДж. Генерируемые этими ускорителями электроны обладают низкой проникающей способностью, поэтому их используют для отверждения покрытий толщиной не более 500мкм; остаточной радиации при этом не наблюдается.
Радиационное отверждение применимо для пленкообразователей, способных к химическим превращениям за счет реакции полимеризации при отверждении лакокрасочных материалов на основе ненасыщенных полиэфиров (лаков ПЭ284, ПЭ2120, ПЭ2125, грунтовки ПЭ086, эмали ПЭ2124), полиуретанов (лак УР2117, грунтовка УР0171), полиакрилатов, эпоксиакрилатов.
Предпочтительны материалы без растворителей. На радиационное отверждение покрытий влияют: поглощенная доза излучения и ее мощность (рис. 9.8), природа подложки, характер окружающей газовой среды и др.
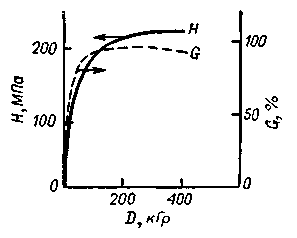
Рис.
9.8. Зависимость параметров отверждения
полиэфирного покрытия на основе лака
ПФ232
от поглощенной дозы излучения:
Н
твердость; G
содержание трехмерного полимера
Большинство покрытий удовлетворительно отверждается при дозах 80140 кГр и энергии электронов 0,060,08 пДж. Более высокие дозы излучения могут приводить к деструктивным процессам как покрытия, так и материала подложки (древесина, бумага, пластмассы). При этом возможно изменение цвета и ухудшение механических свойств.
Прямолинейная зависимость (в логарифмических координатах) между скоростью отверждения и мощностью поглощенной дозы D наблюдается примерно до D=3 кГр/с, при больших значениях D интенсивность облучения оказывает меньшее влияние на скорость процесса. При радиационном отверждении, как и при химическом, проявляется ингибирующее действие озона и кислорода воздуха. Поверхностный слой имеет более низкую степень отверждения, характеризуется меньшей твердостью, а иногда дает отлип, что допустимо в грунтовочных слоях, но неприемлемо для верхних покрытий. Применение пленкообразователей, не подверженных ингибированию, проведение процесса в инертной среде (азот, аргон, лишенные кислорода топочные газы) или в вакууме, а также использование пленочной защиты (лавсан) в значительной степени позволяет устранить отмеченные недостатки. При этом необходимая доза излучения уменьшается в 23 раза по сравнению с отверждением на воздухе. Однако проблема устранения ингибирования полимеризации (и соответственно, липкости покрытий) при радиационно-химическом отверждении полностью не решена. Главное внимание следует уделять выбору пленкообразователей, двойная связь которых не подвержена озонному и кислородному ингибированию, и осуществлению процессов доотверждения поверхностного слоя по механизму ионной полимеризации. При радиационном воздействии покрытия на металлических подложках отверждаются, как правило, быстрее и при меньших дозах излучения, чем, например, на древесине, картоне или пластмассе. Это объясняют большей отражательной способностью металлов, чем других материалов.
Технологические линии для получения покрытий с применением электронного облучения включают оборудование для нанесения лакокрасочного материала и отверждения покрытия, а также скоростной конвейер (рис. 9.9). Более применимы для получения покрытий плоские изделия - рулонные и листовые материалы. Максимальное расстояние между покрытием и окном прожектора (источник электронов) не должно превышать 1015 см, что затрудняет отверждение покрытий на изделиях сложной формы. В промышленных условиях радиационное отверждение применяют при отделке щитовой мебели, печатных плат, облицовочных строительных плит, листового и рулонного металла, картона, плоских изделий из пластмасс, при скоростях движения конвейера (или ленты) 1060 м/мин.

Рис. 9.9. Технологическая линия для получения покрытий на щитовых деталях мебели: