

1 Ванна; 2 насос; 3 карман; 4 сточный лоток; 5 изделие
В условиях мелкосерийного производства применяют стационарные ванны; изделия погружают в них с помощью подъемников, тельферов или вручную (рис. 8.19, а). Для предотвращения испарения растворителей в окружающую среду такие ванны, как правило, оборудуются бортовым отсосом. При массовом производстве изделия в ванну подают конвейером периодического или непрерывного действия (рис. 8.19, б, в), ванну же (стационарную или поднимающуюся) помещают в камеру, оборудованную вытяжной вентиляцией. Ванна непрерывного действия имеет сточный лоток для сбора стекающего с изделий лакокрасочного материала и насосов для перемешивания ( в случае пигментированных составов). Перемешивание красок осуществляется их отбором из верхней части ванны или из кармана и подачи через трубу с отверстиями в нижнюю часть; кратность циркуляции материала 35об/ч. Перемешивать краску в ванне можно также с помощью мешалок или сжатого воздуха; последний способ не распространен.
Окунание с выдержкой в парах растворителей проводится в ваннах, оборудованных паровым туннелем. В зависимости от габаритов окрашиваемых изделий объем ванн колеблется от нескольких литров до нескольких десятков кубических метров. Особенно большие по размеру ванны используют для окрашивания сварных конструкций, мачт электропередач, пола кузовов и кабин автомобилей, щитовых изделий. Ванны для окунания, имеющие объем 0,5м3 и более снабжены аварийным сливом – трубой и подземным баком для эвакуации огнеопасного лакокрасочного материала в случае аварийной ситуации. Скорость движения конвейеров непрерывного действия при окрашивании окунанием обычно не превышает 2,5м/мин.
Способом окунания можно наносить любые стабильные при хранении лакокрасочные материалы: битумные, глифталевые, пентафталевые, мочевино- и меламиноформальдегидные, эпоксидные и др. При окрашивании мелких изделий часто применяют нитратцеллюлозные лаки и эмали. Более удобными для нанесения окунанием являются непигментированные лакокрасочные материалы.
Окрашивание плоских изделий способом налива. Налив представляет собой разновидность способа облива, при котором лакокрасочный материал подается на плоские (или слегка изогнутые) горизонтально уложенные изделия в строго дозированном количестве. Дозирование предусматривает подачу на единицу поверхности одинакового количества материала, именно такого, при котором исключается его стекание и одновременно достигается хорошее разравнивание (растекание) на горизонтальной поверхности. С этой целью лак или краску наносят на поверхность в виде плоской струи (завесы), перекрывающей всю ширину изделия. Такую завесу можно получить, сливая жидкость через горизонтальный порог (плотину), или узкую щель в стенке или дне сосуда. Если завесу равномерно, с определенной скоростью пронести над изделием или изделие пропустить через завесу (что технически более удобно), то поверхность будет покрыта равномерным слоем лакокрасочного материала. На этом принципе основано лакирование и окрашивание многих видов изделий: щитовой мебели, древесностружечных и древесноволокнистых плит, картона, фанеры, дверных полотен, лыж, брусковых материалов и пр.
Отличительные особенности способа налива – высокая производительность, малые потери лакокрасочных материалов, возможность нанесения за один слой разных по толщине покрытий (до 300 мкм) – позволяют отнести его к наиболее перспективным способам окрашивания.
Для нанесения наливом применяют разные по конструкции лаконаливные машины. Принцип их работы понятен из рис. 8.20.
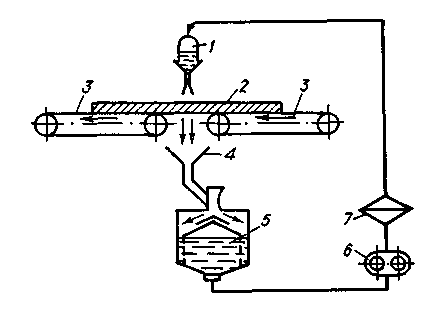
Рис.
8.20.
Схема
работы
лакона наливной машины: 1
наливочная головка;
2
покрываемое изделие; 3
транспортирующие устройства; 4
приемный лоток; 5
отстойный бак; 6
насос; 7
фильтр
Лакокрасочный материал подается на изделие из наливочной головки. Не попавший на изделие материал (протяженность завесы обычно больше ширины изделия) стекает через приемный лоток в отстойный бак, откуда, освободившись от пузырьков увлеченного им воздуха, вновь возвращается в цикл. Процесс осуществляется непрерывно. Окрашиваемые изделия перемещаются автоматически с помощью транспортирующих устройств. Наиболее ответственная деталь лаконаливных машин – наливочная головка. Она определяет профиль вытекающей струи и расход лакокрасочного материала. Нашли применение наливочные головки с донной щелью (наиболее распространенный тип), со сливной плотиной, со сливной плотиной и экраном; оптимальное расстояние от наливочной головки до изделия составляет 50100 мм.
Регулирование подачи красок на изделия в лаконаливных машинах осуществляется путем изменения ширины щели, давления или объема поступающего в наливочную головку материала.
Толщину покрытий также можно изменять, меняя скорость движения транспортирующих изделие устройств. При окрашивании и лакировании мебельных изделий широко применяется лаконаливная машина ЛМ3. Она имеет две наливочные головки и позволяет окрашивать как плоские части, так и кромки изделий шириной до 2,2 м скорость движения изделий можно варьировать в пределах 10170 м/мин.
Лаконаливные машины (ЛМ3, ЛМ1401, ЛМК1 и др.) – весьма производительный и экономичный вид окрасочного оборудования. При автоматизированных подаче и съеме изделий с транспортера производительность по окрашиваемой поверхности может достигать десятков тысяч квадратных метров в час.
При нанесении способом налива принципиально нет ограничений в применении любых жидких материалов. Так как способ налива применяется в основном для отделки изделий из древесины, освоено нанесение в первую очередь мебельных лаков и эмалей нитратцеллюлозных (I) и полиэфирных (II). Ниже приводятся основные технологические параметры их нанесения:
I II
Рабочая вязкость по ВЗ4, с 80 55100
Скорость движения изделия, м/мин 6090 5080
Средний расход материалов, г/м2 120200 400500
Толщина однослойных покрытий, мкм 2540 200300
Компоненты полиэфирных лаков смешивают непосредственно перед нанесением (в случае машин с одной головкой) или в процессе нанесения (при использовании машин с двумя наливочными головками). Способом налива можно наносить однослойные и многослойные, однородные и разнородные покрытия. При нанесении окрашивается только одна сторона изделия – верхняя. Если необходимо окрасить обратную сторону или торцы (кромки) изделий, их переворачивают и процесс повторяют. Наиболее часто встречающийся дефект покрытий – газонаполнение. Он возникает в результате попадания воздуха в струю краски или ее микродиспергирования при соприкосновении с быстродвижущейся поверхностью. Устранение этого и других дефектов достигается изменением параметров лакокрасочного материала (вязкости, поверхностного натяжения) и режимов работы машин. В процессе налива или при последующем транспортировании изделий до сушилки происходит испарение растворителей или мономеров. Поэтому в конструкциях лаконаливочных машин предусматривают местный отсос, и помещения, где проводится окрашивание, оборудуют общей вентиляцией.
Окрашивание длинномерных изделий способом протягивания. Длинномерные изделия, имеющие постоянное поперечное сечение по длине (карандаши, плинтусы, карнизы, проволока, отрезки труб небольшого диаметра), удобно окрашивать путем их протягивания через ванну с лакокрасочными материалом (рис.8.21).
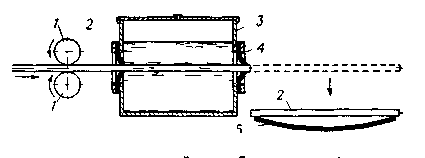
Рис. 8.21. Схема окрашивания карандашей способом протягивания: