

44 Оценка идентичности работы однотипного оборудования
Под однотипным - понимается оборудование, на котором осуществляется производство одинаковой продукции (технологических операций).
45 Анализ измерительных и контрольных процессов msa.
SPC – статистическое управление процессами;
• FMEA – анализ видов, последствий и причин несоответствий;
• PPAP – одобрение производства автомобильных компонентов;
• MSA – анализ измерительных и контрольных процессов
Анализ измерительных систем (MSA): метод статистического анализа процессов измерения и управления изменчивостью и воспроизводимостью измерительных систем
В процедуре MSA измерение рассматривается как процесс (рисунок 1) - производящий числа на своем выходе - что позволяет применять все понятия, философию и средства, которые уже доказали свою полезность в области статистического управления процессами.
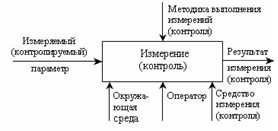
Рисунок 1 - Измерительный (контрольный) процесс
Приемлемость измерительных и контрольных процессов обычно полностью определяется статистическими характеристиками производимых ими результатов измерений или контроля.
При использовании измерительного процесса необходимо выполнить следующие условия /1/:
обеспечить адекватную разрешающую способность и чувствительность средства измерения;
измерительный процесс должен быть в статистически управляемом состоянии;
для контроля продукции, изменчивость измерительного процесса должна быть мала по сравнению с границами допуска;
для управления производственным процессом, изменчивость измерительного процесса должна быть меньше по сравнению с изменчивостью производственного процесса.
Основными статистическими характеристиками измерительных и контрольных процессов являются:
- стабильность;
- смещение;
- линейность смещения;
- сходимость;
- воспроизводимость.
При анализе измерительного процесса оцениваются все перечисленные выше характеристики, для контрольного - стабильность, смещение и сходимость.
Рассмотренные статистические характеристики позволяют определить приемлемость измерительных или контрольных процессов.
Оценивание статистических характеристик измерительных и контрольных процессов необходимо проводить при выполнении условия, что все средства измерений и контроля прошли поверку/калибровку.
Исследование должно начинаться с проведения оценивания стабильности измерительных и контрольных процессов, т.к. статистические характеристики стабильных процессов остаются постоянными. Если процесс нестабилен, то определяются и устраняются особые причины. После чего снова проводится исследование стабильности, пока процесс не будет приведен в стабильное состояние. Следующими оцениваются смещение и линейность смещения. Если смещение признается отличным от нуля, то его используют в дальнейшем при оценивании сходимости и воспроизводимости. Если присутствует линейная связь между смещением и измеряемым истинным значением, то это также учитывается при оценивании сходимости и воспроизводимости измерительного процесса. Для контрольного процесса определяются смещение и сходимость. В случае неприемлемой сходимости и воспроизводимости процесса идентифицируются и устраняются причины повышенной изменчивости.