


7.2. Шпоночные и шлицевые соединения
7.2.1. Шпоночные соединения
Шпоночные соединения (рис. 7.3 и 7.4) предназначены для соединения валов с зубчатыми колесами, шкивами и др. и служат для передачи крутящих моментов (вращательного движения).
Наиболее часто применяют соединения с призматическими шпонками. В табл. 7.6 приведен перечень стандартов на шпоночные соединения, в которых установлены их размеры, допуски и посадки.
|
Таблица 7.6 |
Стандарты на шпоночные соединения |
|
Стандарт |
Наименование |
ГОСТ 8790-79 |
ОНВ. Соединения шпоночные с призматическими направ- |
|
ляющими и креплением на валу. Размеры шпонок и сечений пазов. |
|
Допуски и посадки |
ГОСТ 10748-79 |
ОНВ. Соединения шпоночные с призматическими высокими |
|
шпонками. Размеры шпонок и сечений пазов. Допуски и посадки |
ГОСТ 23360-78 |
ОНВ. Соединения шпоночные с призматическими шпонками. |
|
Размеры шпонок и сечений пазов. Допуски и посадки |
ГОСТ 24068-80 |
ОНВ. Соединения шпоночные с клиновыми шпонками. Размеры |
|
шпонок и сечений пазов. Допуски и посадки |
ГОСТ 24069-80 |
ОНВ. Соединения шпоночные с тангенциальными нормальными |
|
шпонками. Размеры шпонок и сечений пазов. Допуски и посадки |
ГОСТ 24070-80 |
ОНВ. Соединения шпоночные с тангенциальными усиленными |
|
шпонками. Размеры шпонок и сечений пазов. Допуски и посадки |
ГОСТ 24071-80 |
ОНВ. Соединения шпоночные с сегментными шпонками. Размеры |
|
шпонок и сечений пазов. Допуски и посадки |
Рис. 7.3. Шпоночное соединение с призматической шпонкой
Шпоночные соединения делят на ненапряженные (с призматическими и сегментными шпонками) и напряженные (с клиновыми и тангенциальными шпонками). Напряженные шпоночные соединения передают не только крутящий момент (вращательное движение), но и осевую силу.
233

Рис. 7.4. Шпоночное соединение с сегментной шпонкой: 1 — вал; 2 — шпонка; 3 — втулка (зубчатое колесо)
За номинальный размер призматического шпоночного соединения принимают размер Ь, равный ширине шпонки, ширине паза под шпонку на валу и ширине паза во втулке. Предусмотрены три вида соединений шпонки с пазами вала и втулки (табл. 7.7 и рис. 7.5).
|
|
|
|
Таблица 7.7 |
|
Поля допусков деталей шпоночных соединений |
|
||||
Элемент соединения |
Поля допусков размера b при соединении |
||||
свободном (I) |
нормальном (II) |
ПЛ ОТНОМ (III) |
|||
|
|||||
|
Ю |
h9 |
|
|
|
Ширина шпонки |
|
/г 9 |
|||
Ширина паза на валу |
Н9 |
N9 |
|
Р9 |
|
Ширина паза на втулке |
D10 |
Js9 |
|
Р9 |
|
234

паза |
шпонки паза |
|
вала (6А9) |
втулки |
|
(6Л'9) |
|
" |
к
Паз вала Паз втулки
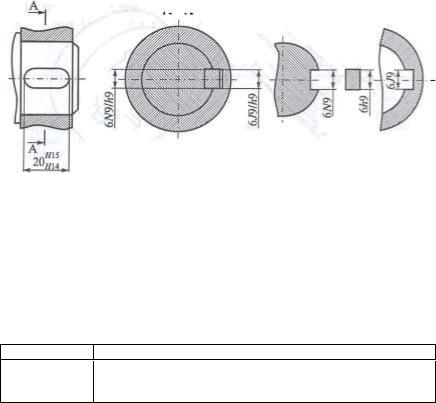
Рис. 7.5. Схема расположения полей допусков деталей шпоночного соединения видов I, II, III:
1 — вал; 2 — шпонка; 3 — втулка
Свободное соединение (I) предусматривает получение посадок с гарантированными зазорами, обеспечивающими надежную работу соединений с направляющими шпонками, а также облегчения сборки соединений из термообработанных деталей. Нормальное соединение (II) — получение соединений в условиях серийного и массового производства. Плотное соединение (III) рассчитано на получение
235
неподвижных соединений с напрессовкой деталей при сборке в условиях единичного и серийного производства, а также на обеспечение надежной работы соединения при реверсивных нагрузках.
На рис. 7.6 показано, как проставляются на чертеже посадки шпоночного сопряжения и поля допусков деталей соединения.
236
1.2.2. Шлицевые соединения
Шлицевые соединения (как и шпоночные) предназначены для передачи крутящих моментов (вращательного движения) в соединениях зубчатых колес и других деталей с валами. Шлицевые соединения, в отличие от шпоночных, могут передавать большие крутящие моменты и имеют меньшие перекосы и смещения пазов и зубьев за счет центрирования сопрягаемых деталей. В табл. 7.8 приведены стандарты на шлицевые соединения.
Таблица 7.8
Стандарты на шлицевые соединения
Стандарт |
Наименование |
ГОСТ 1139-80*ОНВ. Соединения шлицевые прямобочные. Размеры и допуски ГОСТ 6033-80* ОНВ. Соединения шлицевые эвольвентные с углом профиля 30°.
Размеры, допуски и измеряемые величины
В зависимости от профиля зубьев шлицевые соединения делят на соединения с прямобочным, эвольвентным и треугольным профилем зубьев. Рассмотрим прямобочные шлицевые соединения.
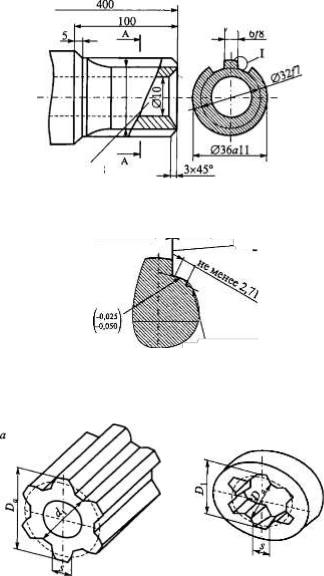
За номинальные размеры шлицевого прямобочного соединения приняты наружный D (рис. 7.7), внутренний d диаметры и размер Ъ, равный толщине зуба вала и ширине паза втулки. Шлицевой вал (а) фрезеруют червячными фрезами и шлифуют. Впадины (пазы) отверстия втулки (б) получают протягиванием с помощью набора протяжек.
237

Рис. 7.7. Шлицевое прямобочное соединение: а — вал; 5 — втулка; в — вал в сборе со втулкой
Вшлицевых соединениях с прямобочным профилем зуба применяют три способа центрирования (более точного изготовления) для совпадения осей вала и втулки: по наружному диаметру D, внутреннему диаметру d и по боковым сторонам зубьев Ь.
Центрирование по наружному диаметру (D) рекомендуется при повышенных требованиях к соосности элементов соединения, когда твердость втулки не очень высока и допускает обработку чистовой протяжкой, а вал обрабатывается фрезерованием и шлифуется по наружному диаметру. Применяется в подвижных и неподвижных шлицевых соединениях.
Центрирование по внутреннему диаметру (d) применяется в тех же случаях, но при более высокой твердости (>40 HRC) втулки, не позволяющей обрабатывать ее чистовой протяжкой. Диаметр d окончательно обрабатывают шлифованием.
Центрирование по боковым сторонам зубьев (b) используют для передачи значительных крутящих моментов при невысоких требованиях к точности центрирования.
Втабл. 7.9 приведены некоторые посадки при различных способах
центрирования. |
Посадки, |
взятые |
в |
рамки, |
являются |
238

предпочтительными.
Таблица 7.9
Условные обозначения прямобочных шлицевых соединений включают центрирующий элемент (D, d, b), указываемый на первом месте, число зубьев —- на втором, через знак умножения, размеры внутреннего и наружного диаметров, а также ширины зуба с обозначением точности изготовления.
239
Пример обозначения шлицевого соединения с центрированием по
D:
Н1 |
7 |
£8. |
для соединения D -8x36x40 |
|
/7 ’
------------------------------------------- х /7
для отверстия этого соединения D - 8 х 36 х 40Я7 х 7Я8;
для вала />-8x36x40/7x7/7:
Пример обозначения шлицевого соединения с центрированием по d:
, r ... HI |
|
Н \2 nD9 |
для соединения а-8х36-------- |
х40 |
------ х7—; |
/7 |
|
а \ 1 h9 |
для отверстия этого соединения d - 8 х 36Я7 х 40Я12 х 7D9;
для вала d - 8 х 36/7 х 40al 1 х lh9.
Пример обозначения подвижного шлицевого соединения с центрированием по Ь\
. D „ Я12 л/>9
для соединения а - 8 х 36 х 40 ---- х 7 —; all /8
для отверстия этого соединения d - 8 х 3 6 х 40Я12 х 7
/)9; для вала d - 8 х 36 х 40al 1x7/8.
На рис. 7.8 и 7.9 приведены примеры обозначения полей допусков и посадок прямобочного шлицевого соединения на сборочном чертеже и чертежах деталей.
Шлицевые соединения с эвольвентным профилем зуба (ГОСТ 6033-80*) имеют то же назначение, что и прямобочные, но обладают рядом преимуществ: технологичностью (для обработки всех типоразмеров валов с определенным модулем требуется только одна червячная фреза, возможно применение всех точных методов обработки зубьев); большей прочностью (обладают меньшими концентраторами напряжений и большим количеством зубьев). На рис. 7.10 изображены шлицевой вал и шлицевая втулка с эвольвентным профилем зуба.
В шлицевых соединениях с эвольвентным профилем зубьев применяются следующие способы относительного центрирования вала и
240
втулки: по боковым поверхностям зубьев s, е, по наружному диаметру D и допускается центрирование по внутреннему диаметру.
241

А—А
а |
А |
А А '/К, 200/)
6 |
|
|
|
|
|
Наибольшее |
|
|
распространение |
||
получил |
способ |
центрирования |
|
по боковым |
поверхностям |
зубьев. |
|
|
Центрирование |
по |
|
|
внутреннему |
диаметру |
|
не |
рекомендуется. |
|
|
ГОСТ |
6033-80* |
установлены |
|
допуски и |
посадки |
для различных |
|
<f-8x32#7x36#12x6Z)9
Рис. 7.8. Обозначение на чертеже посадки шлицевого соединения (а) и полей допусков шлицевой втулки (б)
способов центрирования.
Примеры выбора посадок приведены в табл. 7.10. Кроме указанных посадок, применяются и другие (см. ГОСТ 6033-80*).
А—А
Таблица 7.10
'“A3’2 Vfc40(V)
А
<i-8x32/7x36al 1x6/8
M2:1 . .0,4x45°
>/Д.З
Д
032/7
030,4
Рис. 7.9. Обозначение на чертеже полей допусков шлицевого вала прямобочного шлицевого соединения
Рис. 7.10. Детали эвольвентного шлицевого соединения: а — шлицевой вал; 6 — шлицевая втулка

Посадки при различных способах центрирования |
|
|
|
|
||||||
|
|
|
|
|
V |
|
|
|
|
e= S |
|
|
|
|
|
|
|
|
|
|
ЩГ |
Чертеж |
|
|
|
|
|
|
|
Ш |
|
|
сопря |
|
|
|
|
|
|
|
|
||
жения |
|
|
|
|
|
|
|
|
|
|
|
|
|
||1|г |
|
|
ts |
|
|||
|
|
|
l ъ/ |
|
|
" / V/ |
|
|||
Центри |
|
|
|
|
|
|
|
|
|
|
руемый |
|
s(e) |
|
|
|
D |
|
|
||
элемент |
|
|
|
|
|
|
|
|
|
|
Посадки |
по D (d,n Df) |
no s(e) |
|
no D„, df |
no D |
no s(e) |
no £>„, df |
|||
Подвижное |
|
9H 9H 9g |
|
|
|
|
|
|
||
сопряжение |
Df- Н16 da - |
’ 9h |
|
Da - HI 1 |
HI HI Л’g6 |
9H 9H |
|
Du - H16 |
||
Непод |
|
|
|
^•fmax — |
|
9g’9h |
|
dfimx — |
||
вижное |
hl2 |
1H |
1H |
hl6 |
HI HI |
|
|
|
hl6 |
|
|
|
|
|
|||||||
сопряже |
|
Zk’ln |
|
|
js6' n6 |
|
|
|
|
|
ние |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ниже приведены обозначения полей допусков и посадок шлицевых соединений с эвольвентным профилем зубьев.
При центрировании по боковым поверхностям зубьев: D = 50 мм;
т = 2 мм; посадка по боковым поверхностям j(e) - |
: |
||
|
|
|
9g |
|
|
9 я |
|
соединение |
50 х2 х ---- ГОСТ 6033-80*; |
||
|
|
9 g |
|
вал |
50 х 2 |
х 9g ГОСТ 6033-80*; |
|
отверстие |
50 х 2 |
х 9Н ГОСТ 6033-80*. |
|
При центрировании по наружному диаметру: D = 50 мм; |
|
Н 7 |
и по |
т = 2 мм; посадка по центрирующему диаметру D |
|
9 Н |
|
боковым поверхностям s(e) - -гг-: |
|