

чения в третьей части рамки, если зависимый допуск связан с действительными размерами базового элемента;
после числового значения допуска и буквенного обозначения базы или без буквенного обозначения, если зависимый допуск связан с действительными размерами рассматриваемого и базового элементов.
5.3. ВОЛНИСТОСТЬ поверхности деталей
Волнистость — совокупность периодически повторяющихся неровностей (см. рис. 4.1), у которых расстояния между смежными возвышенностями или впадинами превышают базовую длину. Условно границу между различными порядками отклонений поверхности можно установить по значению отношения шага волнистости SWK высоте неровностей волнистости Wz. При (Sw/Wz) < 40 отклонения относят к шероховатости поверхности, при 1000 > (Sw/Wz) >40 — к волнистости, при (Sfy/Wz) > 1000 — к отклонениям формы. Положение средней линии т w определяется так же, как при оценке шероховатости поверхности.
К параметрам волнистости (см. также 5.4) относят Wz — высоту волнистости — среднее арифметическое из пяти ее значений, шаг волнистости Sw и длину участка измерений Lw. Предельные числовые значения Wz выбирают из ряда: 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 2S; 50; 100; 200 мкм.
5.4. Шероховатость поверхности
5.4.1. Общие сведения
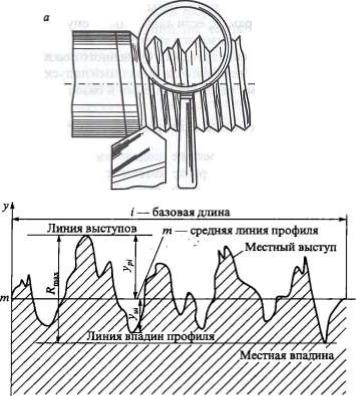
На поверхности детали, обработанной тем или иным способом, остаются следы обработки. Например, после точения остаются в виде неровностей следы от режущих кромок инструмента (рис. 5.6, а). На рис. 5.6, б приведена профилограмма поверхности, полученная с помощью профилографа при вертикальном увеличении до 2000 раз.
Шероховатость поверхности влияет на эксплуатационные свойства поверхности:
• может нарушать характер сопряжения деталей за счет смятия или интенсивного износа выступов профиля;
184
6
Рис. 5.6. Шероховатость поверхности после токарной обработки (а); профилограмма обработанной поверхности (б)
185

Шероховатость поверхности регламентируется следующими стандартами:
•ГОСТ 25142-82. «Шероховатость поверхности. Термины и определения».
•ГОСТ 2789-73 . «Шероховатость поверхности. Параметры и характеристики».
•ГОСТ 2.309-73 . ЕСКД. «Обозначения шероховатости поверхностей».
Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, выделенная с помощью базовой длины / (см. рис. 5.6). Представление о реальном профиле шероховатой поверхности дают профилограммы, получаемые ощупыванием исследуемой поверхности или ее фотографированием. При оценке параметров шероховатости по профилограмме используется система средней линии т—т. Средняя линия проводится в пределах базовой длины / по равенству сумм площадей выступов и впадин по обе ее стороны. Средняя линия служит базой для отсчета отклонений профиля и имеет форму номинального профиля.
5.4.2. Параметры шероховатости
ГОСТ 2789-731 устанавливает 6 параметров шероховатости, которые делятся на три группы: высотные, связанные с высотными свойствами неровностей, шаговые, связанные со свойствами неровностей в направлении длины профиля, и опорные, связанные с формой неровностей профиля.
Высотные параметры. Среднее арифметическое отклонение
1 в стыковых соединениях из-за значительной шероховатости снижается жесткость стыков;
•шероховатость поверхности валов разрушает контактирующие с ними различного рода уплотнения;
•неровности, являясь концентраторами напряжений, снижают усталостную прочность деталей;
•шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий;
•шероховатость влияет на точность измерения деталей;
•коррозия металла возникает и распространяется быстрее на грубо обработанных поверхностях и т.д.
186
неровностей профиля Ra (мкм) — это среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины (рис.
5.7):
R |
|
1 |
/ |
|
/ |
\\y{x\dx, |
|
|
а |
||
|
|
о где / — базовая длина; |
|
|
|
|
у — отклонение профиля (расстояние между любой точкой профиля и базовой линией т—т).
При дискретном способе обработки профилограммы параметр Ra рассчитывают по формуле
187
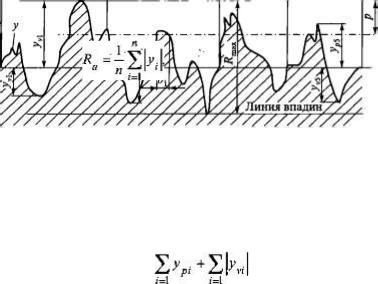
Рис. 5.7.
Профилограмм а поверхности
где у, — измеренные отклонения профиля в дискретных точках; п — число измеренных дискретных отклонений на базовой длине.
Высота неровностей профиля по десяти точкам Rz (мкм) — это сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
5 5
R |
5 |
Z |
где у' ■ — высота /-го выступа профиля (см. рис. 5.7); yvi — глубина /'-й впадины профиля.
Наибольшая высота неровностей профиля 7?тах (мкм) — расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины (см. рис. 5.7).
При нормировании шероховатости параметр Ra является предпочтительным. Связь между Ra и R7 ориентировочно определяется
Ra ~ 0,25 Rz при Rz > 10 мкм; Ra ~ 0,2 Rz при Rz < 10 мкм.
188

Шероховатость поверхности может быть рекомендована стандартами на детали и изделия или опытом использования характерных видов сопряжения (для подшипников скольжения Ra = 0,4 - 0,8 мкм, для посадки с натягом Ra = 0,8 - 1,6 мкм, для поверхности под уплотнения Ra - 0,2 - 0,4 мкм + полировка) и др.
В зависимости от допуска размера и уровня относительной геометрической точности параметры Ra (Rz) могут назначаться, исходя из следующих зависимостей, приведенных на примере в табл. 5.12.
|
|
|
Таблица 5.12 |
Связь между допуском размера Т и величиной Ra |
|
||
Размер, |
Уровень относи- |
|
|
допуск |
тельной геометри- |
Величина допуска формы, |
Величина параметра |
размера |
ческой точности |
мкм |
шероховатости, мкм |
|
А |
TF=0,3T= 0,3-25 = 7,5 |
Ra = 0,05 Т = 0,05-25 = |
|
|
= 1,25 |
|
|
|
|
|
04ОН7 |
В |
TF= 0,27"= 0,2-25 = 5,0 |
Я = 0,0257"= |
Т= 25 мкм |
|
= 0,025-25 =0,63 |
|
|
|
||
|
С |
TF= 0,127"= 0,12-25 = 3,0 |
Я = 0,0127"= |
|
|
= 0,012-25 = 0,3 |
|
|
|
|
|
Шаговые параметры. Средний шаг неровностей профиля Sm (мм) —
это среднее значение шага неровностей профиля по средней линии в пределах базовой длины (см. рис. 5.7).
Средний шаг местных выступов S (мм) — это среднее значение шагов местных выступов профиля, находящихся в пределах базовой длины (см. рис. 5.7).
где п — число шагов в пределах базовой длины /.
Опорные параметры. Относительная опорная длина профиля tp —
отношение опорной длины профиля к базовой длине:
|
t = (г| //)-100%, |
|
Р 4 'р ' |
|
п |
гдет1р |
2Ь — опорная длина профиля — сумма длин отрезков bt, отсекае |
|
=1 ‘ |
мых на заданном уровне сечения профиляр (см. рис. 5.7) в материале профиля линией, эквидистантной средней линии в пределах базовой длины.
189
Величина tp позволяет устанавливать требования к эксплуатационным свойствам поверхности, связанным с динамикой ее изнашивания: чем больше опорная длина профиля, тем больше площадь контакта рассматриваемой поверхности на данном уровне сечения р. Обозначение этого параметра г60 40 читается следующим образом: относительная опорная длина профиля 40 % на уровне сечения 60 %.
Качественные параметры шероховатости. Кроме перечисленных шести количественных параметров, стандартом установлены два качественных параметра.
1.Вид обработки. Указывается в том случае, когда шероховатость поверхности следует получить только определенным способом.
2.Тип направлений неровностей. Выбирается из табл. 5.13. Указывается только в ответственных случаях, когда это необходимо по условиям работы детали или сопряжения.
|
|
|
|
|
|
|
|
|
|
Таблица 5.13 |
|
|
|
Направление неровностей |
|
|
|
||||
|
Тип на- |
Схемати |
|
|
|
|
Тип на- |
Схемати |
|
|
№ |
правлений |
ческое |
Обозна |
№ |
правлений |
ческое |
|
Обозначе |
||
пп |
неровно- |
изображе |
чение |
пп |
неровно- |
изображе |
|
ние |
||
|
|
|
||||||||
|
стей |
ние |
|
|
|
|
стей |
ние |
|
|
|
Парал |
|
|
|
|
|
Произ |
А "X А |
jMIRa 0,8 |
|
|
лельное |
|
|
|
|
|
вольное |
Л . |
|
|
|
|
|
|
|
|
|
77777 |
|||
|
|
|
|
|
|
|
|
: х х х х х |
||
|
Перпен |
|
Jj./Ra0,8 |
|
Кругооб |
х |
х |
JC!Ra 0,8 |
||
|
дикуляр |
|
|
х |
х |
|||||
|
|
|
77777 |
|
разное |
х |
|
77777 |
||
|
|
|
|
|
|
|
|
|
||
|
ное |
|
|
|
|
|
|
|
|
|
|
Пере |
|
s/x/Ra |
1,6 |
|
|
Радиаль |
|
|
JRIRA*. |
|
крещи |
|
|
|
|
|
||||
|
|
|
|
ное |
|
|
||||
|
|
|
|
|
|
|
|
77777 |
||
|
вающееся |
|
77777 |
|
|
|
||||
|
|
|
|
|
|
|||||
5.4.3. Обозначение шероховатости поверхностей
на чертеже
Шероховатость поверхности обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура обозначения шероховатости поверхности показана на рис. 5.8.
190
поверхности и (или) указания
Базовая длина по ГОСТ 2789-73
Параметр (параметры) шероховатости по ГОСТ 2789-73
7777777777777777777
7
Рис. 5.8. Структура знака шероховатости
Условное обозначение направлений неровностей
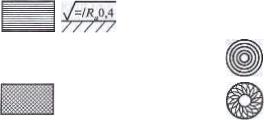
Для обозначения на чертежах шероховатости поверхности применяют знаки, приведенные на рис. 5.9. Числовые значения параметров шероховатости указываются после соответствующего символа (jRz20, 7?max10). Параметр Ra считается предпочтительным для обозначений на чертежах, так как он более обеспечен необходимыми измерительными средствами.
|
|
\А°-4 * |
|
Знак наиболее предпочтительный. Высота h равна |
|
С |
|
высоте размерных чисел Н = (1,5...5,0). Параметр |
|
|
Г7777777777777 |
|
||
|
|
77777~^ |
|
Ra не должен превышать 0,4 мкм |
|
|
|
|
|
V/ R *16 |
Знак, показывающий, что поверхность образована |
|||
\/ |
|
ю |
путем удаления слоя металла. Параметр Rz должен |
|
777777777777777777- |
находиться в пределах 16... 10 мкм |
|||
|
|
|
|
|
|
|
'0/Z7 |
Знак, показывающий, что поверхность образована |
|
|
|
без снятия слоя металла. |
||
|
77777/77/777777777 |
Параметр Ra не должен превышать 1,6 мкм |
||
|
|
|
|
|
|
<7 |
|
Знак, показывающий, что поверхность не обраба- |
|
|
|
тывается по данному чертежу |
||
|
777777777777777777 |
|
||
Рис. 5.9. Знаки обозначения шероховатости |
||||
|
|
|
|
191 |
|
полировать |
При указании одинако- |
|
|
0,8/Sm0,06 |
вой шероховатости для ча- |
|
NK 1(V) |
сти поверхностей изделия в |
||
3 0,040 |
|||
|
|
||
5...10 i |
' 0,25//so80±10 % правом верхнем углу черте- |
||
77777/7/7/77 • |
жа помещают обозначение |
||
|
|||
Рис. 5.10. Примеры обозначения шероховатости |
одинаковой шероховатости |
|
|
|
и знак шероховатости в |
скобках. Знак в скобках означает, что все поверхности, на которых не указаны обозначения шероховатости, должны иметь шероховатость, указанную перед скобками (рис. 5.10, а).
При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке:
•параметр высоты неровностей профиля;
•параметр шага неровностей профиля;
•относительная опорная длина профиля. В обозначении указано (рис. 5.10, б):
1. Среднее арифметическое отклонение профиля Ra не более 0,1
мкм на базовой длине / = 0,25 мм (в обозначении длина не указана, так как соответствует значению, определенному стандартом для данной высоты неровностей).
2.Средний шаг неровностей профиля Sm должен находиться в пределах от 0,063 до 0,04 мм на базовой длине / = 0,8 мм.
3.Относительная опорная длина профиля на 50 % уровне сечения должна находиться в пределах 80 ± 10 % на базовой длине / = 0,25 мм.
Вопросы для самопроверки
1.Что называют системой допусков и посадок?
2.Как обозначают поля допусков и посадки на чертежах?
3.Что называют квалитетом? Что характеризует квалитет? Сколько квалитетов в ЕСДП?
4.Что называют основным отклонением в ЕСДП? Как обозначают основные отклонения валов и отверстий?
5.Что принято называть основным отверстием и основным валом?
6.Чем отличается образование посадки в системе отверстия от образования посадки в системе вала?
192
7.Посредством каких трех уровней относительной геометрической точности установлены соотношения между допусками формы, расположения и допуском размера?
8.Что такое отклонение формы?
9.Назовите виды отклонений формы и приведите примеры условных знаков, используемых для указания допусков формы на чертежах.
10.Что такое отклонение расположения?
11.Назовите виды отклонений расположения и приведите примеры условных знаков, используемых для указания допусков расположения на чертежах.
12.Что такое суммарное отклонение формы и расположения?
13.Назовите виды нормируемых суммарных допусков формы и расположения. Приведите примеры обозначений условных знаков, используемых для их указания на чертежах.
14.Что понимается под волнистостью поверхности?
15.Что называется шероховатостью поверхности?
16.Сколько параметров шероховатости устанавливает ГОСТ 278973? Какие именно?
17.Как связаны допуск размера и параметр шероховатости поверхности Ral
18.Какие знаки используют для обозначения требований к шероховатости поверхности?
19.Что такое базовая длина и для чего она используется?
20.Как определяется и что характеризует относительная опорная длина профиля?
21.Какие направления поверхностных неровностей можно нормировать?