

6.4. Расчет линейных размерных цепей методами групповой взаимозаменяемости, регулирования и пригонки
6.4.1. Метод групповой взаимозаменяемости (селективная сборка)
Групповая взаимозаменяемость (селективная сборка) распространяется, как правило, на короткие размерные цепи, в которых замыкающим звеном является зазор или натяг, а средняя точность размеров высока и экономически неприемлема.
Сущность этого метода заключается в том, что для обеспечения требуемой точности замыкающего звена составляющие звенья размерной цепи изготавливаются с широкими технологически выполнимыми допусками. Далее осуществляется разделение допуска на равное число групп с меньшими по величине групповыми допусками, измерение и сортировка по группам. Сборка ведется по одноименным группам допусков.
Вэтом случае наибольшие зазоры и натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки к среднему значению зазора или натяга для данной посадки. Это приводит к более стабильной работе соединения и повышает его долговечность.
Селективная сборка применяется при изготовлении подшипников качения (сортировка колец по размерам дорожек качения и тел качения), плунжерных пар (сортировка по размерам цилиндров и золотников) и т.д.
Недостаток этого метода в том, что детали с допусками из разных групп сортировки не взаимозаменяемы.
Рассмотрим трехзвенную размерную цепь на примере соединения с зазором (рис. 6.6).
Вэтом соединении Aj =D,A2 = d. Предельные зазоры S
=D -d , S . -D . -d
max max mm’ mm mm max
Зазор является замыкающим звеном размерной цепи Ал, поэтому
А. = А, -А- А . =А, ■ -JL
215
Дтах 1тах 2тт, лдШт 1тт 2тах
216
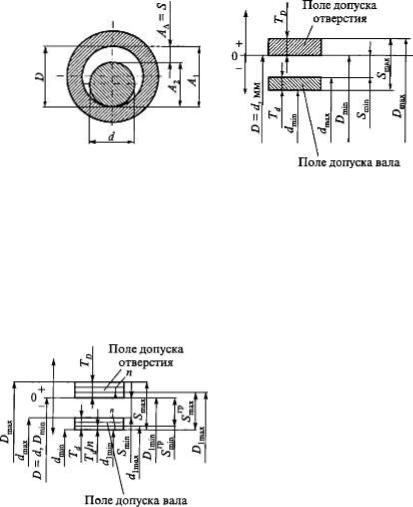
Рис. 6.6. Схемы размерной цепи и расположения полей допусков посадки с
зазором |
|
Допуск зазора |
|
Т =S -S =Тп |
+ d ' |
s max min D |
т |
|
|
Допуск замыкающего звена (зазора) |
|
т-1 |
|
™Д = Е7Ч-=™|+7 |
'-С |
1 |
|
Рис. 6.7. Схема расположения полей допусков посадки с зазором (допуски отверстия и вала разделены на равное число групп)
Разбиваем поля допусков отверстия и вала на одинаковое число групп сортировки п и указываем
S’™,, и S ; и 5гр и5гр max mm шах mm
на схеме при соединении по одноименным группам (на рис. 6.7 по первой).
Для вновь образовавшихся размерных цепей любой пары одноименно обозначенных полей допусков соединяемых по группам
деталей (d\ и D\, d2 и D2 dn и Dfl)
допуск замыкающего звена (см. рис.
6.7)
217

|
т-1 |
|
ТА7 = Е = |
+TA2V> |
|
а допуск зазора |
|
|
Т’ф = £ |
ГР _^ГР .s шах |
. т ГР + р ГР |
|
min |
£> d ' |
В зависимости от числа групп сортировки п |
|
|
р гр __ D , р гр ___ d . р гр _ D d ________ _s_ . рд ф — |
Т_\ |
|
п |
||
D п ’ d п ' s п П П Д |
||
|
Если для соединяемых на основе селективной сборки деталей задан 5mm , то можно определить необходимое число групп сортировки п,
исходя из рис. 6.7:
S2?. =S . +Т,
min min а „ 5
S . +Т, -Srp. ;
пmin d mm
S . +T. -S^ min a min
6.4.2.Метод регулирования
Метод регулирования применяют в случаях, когда в размерных цепях имеются звенья, размеры которых меняются в процессе эксплуатации (например, изнашиваются). В этом случае точность замыкающего звена может обеспечиваться преднамеренным регулированием (изнашиванием) величины одного заранее выбранного составляющего звена, называемого компенсирующим. Обычно это
2
218
звено выполняется в виде регулируемого упора, клина, колец, прокладок й т.п.
219
Для получения требуемой точности замыкающего звена необходимо определить предельные (наибольший и наименьший) размеры компенсирующего звена Aj = К. Известно:
т-1 |
л |
т-1 |
А д ХМ
• 1 |
л+1 |
Поскольку К — звено составляющее, оно может быть увеличивающим или уменьшающим. Определим с учетом этого предельные размеры компенсатора и его отклонения. Нормирование точности составляющего компенсирующего звена зависит от требований к функционированию конкретного изделия.
Если К — составляющее увеличивающее звено,
|
(л-1 Л т-1 |
|
||
Дтах |
У А. +К -У А. . , |
|
||
4—t I max max 4—i i mm’ |
||||
|
||||
|
|
|
л+1 |
|
|
|
^л-1 Л7-1 |
) |
|
К =АЛ fn-l |
^ |
Л,—1 |
||
|
max Дтах |
|
|
|
Amin |
У A. . +K |
— У |
||
|
л+1 |
|||
|
|
|
||
|
AJ I min |
n |
A. , |
|
|
|
|||
К ■ =АЛ • |
|
4—i , max |
||
|
тт Дтт |
|
||
|
|
|
||
|
|
У А. |
-У А. . |
|
4— ,тах 4—1 ,тн л+1
(л-1 т-1
У А. ■ -У А.
AJ i min AJ 2 Г
п+1
Если К — составляющее уменьшающее звено,
п |
( т-2 |
|
А =УА. |
У А. • +К • |
|
Дтах 4—1 ,тах 1 |
||
|
4-1 |
I тт тт л+1 |
220
|
|
( т - 2 |
А. ■ = У Т . |
- |
У А. +К |
Дтт 4—1 тт |
|
|
1 |
|
4-/ гтах п л+1 |
221
Отклонения•КкомпенсатораЕmaxЕА.А=—=^-^('minллУ-\1Е.—А, если^^4/. + тахтЕ-+1.2К-—2—А составляющее- I -+1Л - Дтт' увеличиваю-
К
щее звено, будутК: . /sдД =УLaЕi iАi .+Е К А.-У л+1 А.
-АLaл s i s
mm La плах La imm Дтах’ 1 |
л+1 |
|
т-1 |
Е К = Е А. - У Е А. + У Е.А.-
s |
s Д La s i La : |
i |
|
|
л+1 |
л-1 т-1
Е.К = Е.АА - У Е.А. + У Е А..
i i Д La i I La s i
л+1
Отклонения компенсатора, если К — составляющее уменьшающее звено,будут:
л |
f т-2 |
^ |
Е А=У Е А. - V Е.А.+Е.К |
||
s Д La s i La i i t |
|
|
|
л+1 |
|
|
( т-2 |
|
Е.А. тУ Е.А. |
у Е А.+Е К |
|
i Д La г i |
La s i s |
|
|
л+1 |
|
222